- 产品描述
晟鑫杰金刚石工具有限公司成立于2013年,是一家科研、开发、制造、销售和服务金刚石砂轮相关产品为一体的。我公司自成立起始终坚持发展高科技产业的路线,走可持续发展的道路。通过持续实施技术改造,同步推进技术创新、体制创新和管理创新,形成了以企业为主题的技术创新体系及运行机制,确保了企业规模扩展与结构、数量、质量、速度及效率。
我公司主要产品是定制和生产各种型号的金刚石金刚石砂轮、青铜(金属)砂轮、磨PCD砂轮、磨陶瓷砂轮、磨氧化铝砂轮、磨砂轮、磨合金砂轮、陶瓷(树脂)金刚石砂轮,金刚石修笔,洗石笔,金刚石锉刀,磨棒等硬磨产品。产品也被广泛用于各大工业的生产中。
为了使每一片金刚石砂轮的功能发挥到所用,需要采用自然修整的方法,即把新砂轮先用于粗磨,待其磨损至具有证券外形后,再用来进行精磨。在磨削过程中若发现砂轮不够锐利或有堵塞现象时,也可以手持碳化硅砂轮条小心地对砂轮工作表面稍加整修。另外还需注意以下几个问题:
1.正面操作问题:在日常的使用中,许多操作者总习惯正对着砂轮进行操作,原因是这个方向上能用上劲,其实这种行为是砂轮机操作中应特别禁止的行为。按操作规程,使用砂轮机磨削工件时,操作者应站在砂轮的侧面,不得在砂轮的正面进行操作,以免砂轮出故障时,砂轮飞出或砂轮破碎飞出伤人。
2.侧面磨削问题:在砂轮机的日常使用中,我们常常可以发现有的操作者不分砂轮机的种类、不分砂轮的种类,随意地就使用砂轮的侧面进行磨削,这是严重违反安全操作规程的操作行为。按规程用圆周表面做工作面的砂轮不宜使用侧面进行磨削,这种砂轮的径向强度较大,轴向强度很小,操作者用力过大时会造成砂轮破碎,甚至伤人,在实际的使用过程中应禁止这种行为。
3.共同操作问题:在实际的日常操作中,也有这样的情况发生,有人为赶生产任务、抢工作时间,两人共用一台砂轮机同时操作,这是一种严重的操作行为,应严格禁止。一台砂轮机不够用的时候,可以采用添加砂轮机的办法解决,不允许同时共用一台砂轮机。
4.用力操作问题:在砂轮机的使用时,有些操作者,尤其是年青的操作者,为求磨削的速度快,用力过大过猛,这是一种较不安全的操作行为。任何砂轮的平身都有一定的强度,这样做很可能会造成砂轮的破碎,甚至是飞出伤人,也是一种应禁止的行为。
金刚石砂轮是坚硬的砂轮,该产品具有“无坚不摧”的能力,磨削能力非常强悍,如果在使用金刚石砂轮的使用中掌握了一些技巧,就可以延长金刚石砂轮的使用寿命。
1.金刚石砂轮是一种贵重的工具,只应用于加工高硬度材料,而不宜用来磨削一般钢材或其他软性材料。
2.金刚石砂轮装上法兰盘后,也要经过衡后才能使用。应该注意、在砂轮用完之前不要随便从法兰盘上拆下。
3.使用金刚石砂轮的机床,其刚性要好,主轴选择精度要高(径向跳动不大于0.01毫米),且能作微量横进给。
4.必须选择适当的磨削用量。下述数据可供参考:
(1)砂轮的转线速度:
金属结合剂:①10~15*/秒(干磨),②20~35*/秒(湿磨)
树脂结合剂:①15~30*/秒(干磨),②25~40*/秒(湿磨)
(2)工件线速度:一般为10~15*/分。
(3)磨削深度:磨削深度要小,否则砂轮磨损很快,而磨削效率不一定高。一般以0.005~0.01毫米/氧行程为宜。磨料粒度越细,磨削深度应越小,特别是不用冷却液时跟要小一些。
(4)纵向进给速度:一般为10~15米/分。 5.磨削时应尽量采用冷却液,这不仅可提高磨削效率和磨削质量,而且砂轮磨损也较小。常用的冷却液有煤油、轻柴油、轻机油灯,一般以煤油为好。 6.新的金刚石砂轮开始使用时,为了使它获得正确的形状(外圆真圆度、端面平直度),也需要进行修整,修整方法可用碳化硅砂轮,或以碳化硅磨料在平整的金属板或者玻璃板上用手工研磨进行修整(用于修整砂轮端面)
晟鑫杰金刚石砂轮的生产流程:
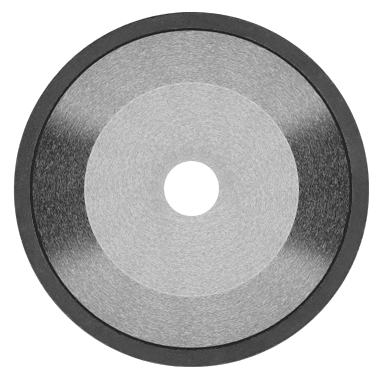
金刚石砂轮是工业生产中的常见磨具,金刚石砂轮的结构由三层组成,分别是工作层,基体和过渡层,这三层的紧密结合,充分发挥了金刚石砂轮的磨削作用。今天,晟鑫杰将为大家详细介绍金刚石砂轮的生产流程。金刚石砂轮在不考虑磨料和气孔以及填充物的条件下,主要采用压型法,将磨料和结合剂按配方的重量比例称量后,置于混料机内混合均匀,投入金属模具内,在压力机上成型出磨具毛坯。砂轮毛坯经干燥再装入窑内焙烧,烧成温度一般为1300℃左右。当采用低熔点烧熔结合剂时,烧成温度**1000℃。
再按规定尺寸形状加工,后检查产品,晟鑫杰磨料磨具有限公司在生存磨料磨具的过程中严格把控质量关。
怎么选择金刚石砂轮的金刚石粒度、浓度等?
1金刚石砂轮系列:
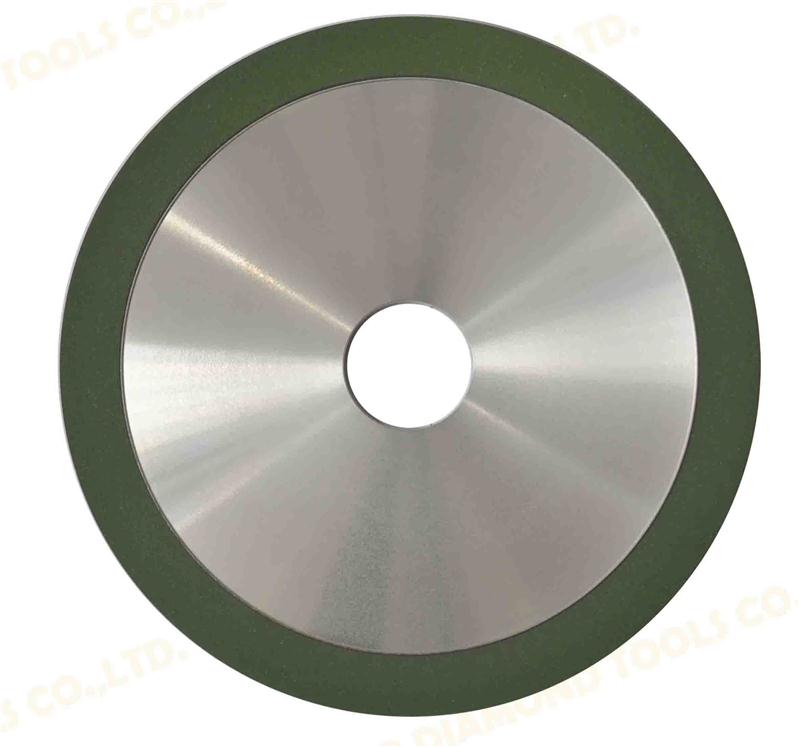
人造金刚石又称“工业”,它和金刚石一样,是当今人们已知自然界中硬的物质。由于它具有较高的硬度,抗压强度和耐磨性,抗酸碱性以及良好的导热性和半导体性能,因而它被制成的各种工具制品能广泛应用于冶金、机械、地质、石油、电子、光学、建筑、石材等各个领域。 人造金刚石砂轮是以人造金刚石为主要原材料配以其他金属粉料经过高温、高压形成的一种人造金刚石制品,能广泛应用于硬质合金、有色金属和非金属的磨削加工。
2粒度选用
人造金刚石粒度的粗细以粒度号表示。粒度的粗细直接影响工件表面粗糙度、磨削效率和磨具损耗。选择粒度原则上是在满足加工工件要求的条件下选用尽可能粗的粒度,这样可以提高磨削效率和降低磨具的损耗,金刚石粒度一般分 磨削工序 选用粒度 粗 磨 30#-120# 中 磨 120#-240# 精 磨 240#-W40 研磨、抛光 W40-W1。
3结合剂选用
人造金刚石砂轮根据结合剂的不同一般分为树脂砂轮、金属砂轮、陶瓷砂轮和电镀砂轮。不同的结合剂有着不同的性能,要根据不同的加工对象、要求来选用合适的结合剂。 结合剂 代 号 主要用途 树脂结合剂 B 用于硬质合金、玻璃、陶瓷、石材和宝石的切割、磨削。 金属结合剂 M 用于硬质合金、玻璃、陶瓷、石材、宝石等重负荷切 割、磨削耐磨性好。 陶瓷结合剂 V 用于各种钢材和铸铁等的干磨和湿磨,较适合磨削长轴和丝轩。 电镀结合剂 D 用于各种材料型面、小孔的磨削及贵重材料的切割下料。
4浓度选用
浓度是指人造金刚石在磨具磨料层中的含量。①树脂结合剂砂轮一般采用50%-的浓度;其中大部分用75%,要求光洁度较高时可**75%,成型磨削和要求使用寿命较长的砂轮,可用或以上。②金属结合剂制品中一般采用25%-150%的浓度;其中粗粒度的切割锯片、浓度一般较底,即25-50%,细粒度的较高;而其他金属结合剂砂轮一般要求浓度要50%-的浓度。总体而言,粗磨用较高浓度,半精磨用中等浓度,而精磨、抛光等用较高的浓度。
本厂的金刚石电镀砂轮,树脂砂轮等相关产品广泛应用于光学加工、蓝宝石、手表镜片、眼镜、玻璃制品、精密陶瓷、铁氧体、汽摩配、美容仪器、航天、工量刃具等行业。我公司拥有欧洲制造技术和理念,有多位长年从事超硬材料制品工作的人才,我公司的金刚石产品具有切削锋利、耐磨性好、光洁度高、磨削效率高等优点,而且价格公道合理,及时,是您的选择!


..岛晟鑫杰金刚石工具有限公司是生产**金刚石修整器的厂家。主要产品有金刚石成型刀、车刀、砂轮刀、四角刀、金属笔、金刚石修整器、金刚石滚轮、金刚石拉丝模、玻璃刀、刻花刀、硬度计压头、金刚石铰刀、硅刀、金刚石砂轮、及**钻石、钻戒等。还可定制来料加工及修理,原料主要来源于南非、比利时。山东金刚石修整器厂家是一家生产精密砂轮修整的制造企业。通过十多年的发展我们积累了丰富的砂轮修整制造经验,培养了一批有相当水平的技术人员和加工制造的生产骨干,拥有国内外精密的加工设备和的检测仪器,产品设计合理,工艺,质量可靠。其中率高精密**金刚石笔,大尺寸砂轮修整刀,数控成型砂轮修整刀,异形非标砂轮修整刀等产品**全国各大精密机械制造企业,产品质量受到广大用户的一致好..
欢迎来到青岛晟鑫杰金刚石工具有限公司网站,我公司位于中国着名的品牌之都—青岛市 具体地址是山东青岛李沧区公司街道地址,负责人是崔小姐。
主要经营金刚石修整器。
我公司主要供应超硬材料 超硬制品 金刚石工具 等,公司致力于市场的拓展与产品的开发,保证为用户提供优质的产品和*的服务。如果你对我们公司的产品感兴趣,那就赶紧来电咨询订购吧!
本页链接:http://www.cg160.cn/vgy-60512995.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于青岛晟鑫杰金刚石工具有限公司
商铺首页 |
更多产品 |
联系方式
..岛晟鑫杰金刚石工具有限公司是生产**金刚石修整器的厂家。主要产品有金刚石成型刀、车刀、砂轮刀、四角刀、金属笔、金刚石修整器、金刚石滚轮、金刚石拉丝模、玻璃刀、刻花刀、硬度计压头、金刚石铰刀、硅刀、金刚石砂轮、及**钻石、钻戒等。还可定制来料加工及修理,原料主要来源于南非、比利时。山东金刚石修整器厂家..
- 我要给“东莞电镀金刚石砂轮 金刚石电镀砂轮 高耐磨”留言
- 更多产品