- 产品描述
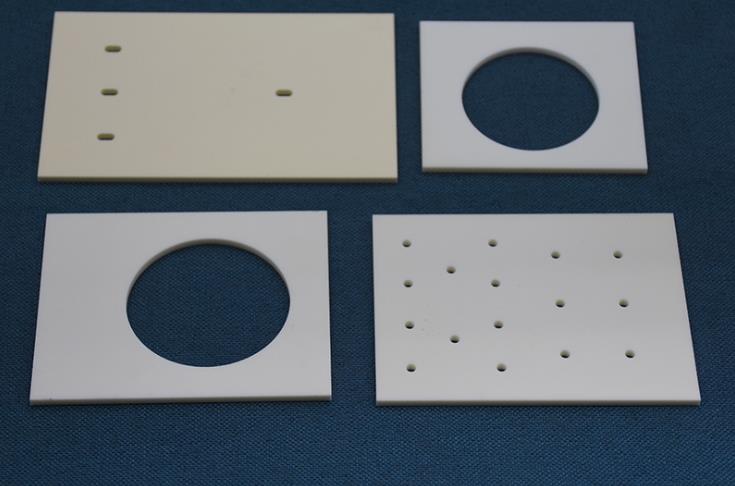
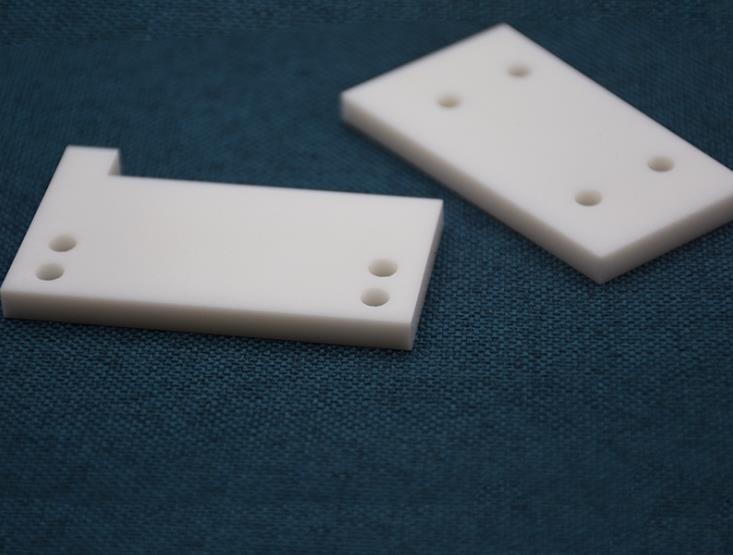
我公司不仅在金属 陶瓷 蓝宝石可以进行精密切割和打孔,我们利用的绿光和皮秒激光设备,在透明材料的加工方有丰富的经验,如,玻璃,,石英,蓝宝石等等,激光可以通过改变焦点的位置来对此类透明介质实现高径深比的打孔、微孔加工、内切割,甚至三维立体加工,相比传统方法,不仅改善了加工质量,较较大的提高了加工效率和良率。
我公司自成立以来,一直走在激光应用领域产品制造和创新的*。一直专注于高品质精密激光切割、激光刻蚀、激光打孔、激光打标及激光焊接等产品研发与制造.
陶瓷材料作为硬脆材料的一种,具有强度硬度高、耐高温高压、抗腐蚀性好及良好的生物特性等优点,而被广泛应用于精密仪器、军事工业、航空航天、器械、计算机工程等领域的关键精密零件。对于陶瓷材料,目前工业生产中的线切割、电解或磨削加工等手段在加工过程中容易产生集中热量,出现热应力而导致热裂纹产生,加工质量差,效率低;因此本文根据超声振动加工硬脆陶瓷材料的工艺特点,选择工程氧化锆陶瓷材料作为具体研究对象。
氧化锆增韧氧化铝陶瓷是典型的脆硬难加工材料,具有优良的机械性能。超声ELID复合磨削加工技术作为一种新兴的复合加工技术,在ELID在线电解修整磨削技术的基础上融合了超声振动磨削的优点。
采用氧气,氮气,氩气作为气体以300W的Nd:YAG脉冲激光切割35A470牌号的硅钢片.首行大量实验研究不同工艺参数对硅钢片切缝宽度及切割质量的影响,如采用不同的激光电源电流,激光脉宽,激光频率,加工速度,离焦量等参数对析,然后总结出这些工艺参数对激光切割硅钢片的影响规律,再研究不同保护气体对激光切割工艺参数的选择规律,后得出使用不同保护气体的激光切割35A470牌号薄硅钢片的工艺参数.
采用一种基于气熔比控制的激光精密切割方法,研究了气熔比和板厚对激光切割氧化锆陶瓷板质量的影响,即气熔比对切缝质量,切面条纹形貌及粗糙度的影响.对气熔别为0.099,0.160,0.184和0.202的4组试件进行观测,发现提高气熔比可明显改善切缝质量,切面条纹光滑区长度和条纹波长,切面粗糙度由6.969μm降低到2.482μm.同时对板厚分别为0.8,1.0,1.5,3.0的4组试件进行观测,随着板厚的增加,气熔比减小,切缝质量降低,切面粗糙度由5.946μm降低到2.287μm.板厚为0.8,1.0时,切面为较光滑的周期性条纹;板厚为1.5时,切面呈现两个区域,即光滑区和粗糙区;当板厚增加到3.0时,切面呈现三个区域,即光滑区,粗糙区和鳞状层叠区.综合研究气熔比和板厚可以加深对激光切割机理的认识,为提高氧化锆陶瓷板的激光切割质量提供理论与实验依据.

华诺激光隶属于北京华诺恒宇光能科技有限公司,是一家依托**激光技术,致力于激光精密精细加工研发和代工的高科技企业。公司拥有**过1000平米的万级洁净实验室和生产车间,一支经验丰富的技术开发和管理团队,和**过30台包括紫外激光器,**快激光器,光纤激器,二氧化碳激光器等进口激光源,以及配套的加工平台,公司还拥有包括3D显微镜,激光干涉仪,红外热成像仪,二次元等检测和分析工具。
华诺激光专注于微米级的激光精密切割、钻孔、蚀刻、刻线、划片、材料去除、构造、雕刻和材料的打标,主要应用于LED芯片制造,触摸屏,LCD,消费类电子,半导体,MEMS,照明,等行业,以及科研、航天航空、军事等领域,涉及包括各种金属及合金、半导体、陶瓷、各种透明材质、薄膜和聚合物等各种材料,公司已经做过1000多个基于以上材料的各种激光微加工试验和方案。
华诺激光业务范畴包括前期的方案可行性研究和新制程开发服务、中期小规模试产和论证、后期的规模化量产业务等服务。欢迎来到北京华诺恒宇光能科技有限公司网站,我公司位于拥有6项*遗产,拥有文化遗产项目数较多的城市,一座有着三千余年建城历史、八百六十余年建都史的历史文化名城,拥有众多历史名胜古迹和人文景观的中国“八大古都”之一 —北京。 具体地址是北京丰台公司街道地址,负责人是张经理。
主要经营激光焊接。
本公司以高品质的工艺生产,有质量保证的前提下,赢得广大用户的信赖与支持。主营机床 机床加工合作 激光加工 ,所有产品皆能享受质量保证,价格优惠,发货及时,规格齐全,非标定做。公司产品面向全国批发销售,货到验收付款,诚信有保证!
本页链接:http://www.cg160.cn/vgy-60071985.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于北京华诺恒宇光能科技有限公司
商铺首页 |
更多产品 |
联系方式
华诺激光隶属于北京华诺恒宇光能科技有限公司,是一家依托**激光技术,致力于激光精密精细加工研发和代工的高科技企业。公司拥有**过1000平米的万级洁净实验室和生产车间,一支经验丰富的技术开发和管理团队,和**过30台包括紫外激光器,**快激光器,光纤激器,二氧化碳激光器等进口激光源,以及配套的加工平台,公司还拥..
- 我要给“大同氮化铝陶瓷切割 陶瓷基板切割 可免费快速打样”留言
- 更多产品

















