
- 产品描述
使用数控加工中 心对于环境是有一定要求的,为您介绍数控加工中 心的使用必须满足的四个条件:
一、加工中 心位置环境要求
加工中 心的位置应远离振源、应避免阳光直接照射和热辐射的影响,避免潮湿和气流的影响。如数控机床附近有振源,则加工中 心四周应设置防振沟。否则将直接影响数控加工中 心的加工精度及稳定性,将使电子元件接触不良,发生故障,影响加工中 心的可靠性。
二、电源要求
一般加工中 心安装在机加工车间,不仅环境温度变化大,使用条件差,而且各种机电设备多,致使电网波动大。因此,安装加工中 心的位置,需要电源电压有严格控制。电源电压波动必须在允许范围内,并且保持相对稳定。否则会影响加工中 心数控系统的正常工作。
三、温度条件
数控加工中 心的环境温度**30摄示度,相对温度小于80%。一般来说,数控电控箱内部设有排风扇或冷风机,以保持电子元件,特别是中 央处理器工作温度恒定或温度差变化很小。过高的温度和湿度将导致控制系统元件寿命降低,并导致故障增多。温度和湿度的增高,灰尘增多会在集成电路板产生粘结,并导致短路。
加工中心 850三线轨加工中心 24把圆盘刀库
数控加工中 心常用的的种类及特点有哪些?今天小编就和您一起来了解吧。
数控加工必须适应数控机床高速、和自动化程度高的特点,一般应包括通用、通用连接刀柄及少量刀柄。刀柄要联接并装在机床动力头上,因此已逐渐标准化和系列化。数控的分类有多种方法。根据结构可分为:①整体式;②镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种;③型式,如复合式,减震式等。根据制造所用的材料可分为:①高速钢;②硬质合金;③金刚石;④其他材料,如立方氮化硼,陶瓷等。从切削工艺上可分为:①车削,分外圆、内孔、螺纹、切割等多种;②钻削,包括钻头、铰刀、丝锥等;③镗削;④铣削等。为了适应数控机床对耐用、稳定、易调、可换等的要求,近几年机夹式可转位得到广泛的应用,在数量上达到整个数控的30%~40%,金属切除量占总数的80%~90%。
数控与普通机床上所用的相比,有许多不同的要求,主要有以下特点:
⑴刚性好(尤其是粗加工),精度高,抗振及热变形小;
⑵互换性好,便于快速换刀;
⑶寿命高,切削性能稳定、可靠;
⑷的尺寸便于调整,以减少换刀调整时间;
⑸应能可靠地断屑或卷屑,以利于切屑的排除;
⑹系列化,标准化,以利于编程和管理。
东莞市捷海纳数控设备有限公司生产制造数控加工中 心、数控车床、钻工中 心的企业位于经济发达的京津冀交汇处廊坊市大城县城西工业区,临近廊沧高速大城出口,交捷。公司集数控机床研发、设十制造、销售、安装、维护于一体,拥有**业水平的生产设备技术和的售后服务。
本公司可为客户进行设备现场安装、调试,并为客户提供相关工艺技术、生产管理及人员培训。面对新的历史发展时期,我公司将一如既往执行‘’质量为先、用户至上“的经营原则。向客户提供更多、较好的产品和服务,不断满足广大用户的需求。竭诚欢迎中外新老客户来函,洽谈、,共图事业发展。
公司宗旨:勇于创新、开拓进取、以诚信取胜。
欢迎新老顾客前来致电。
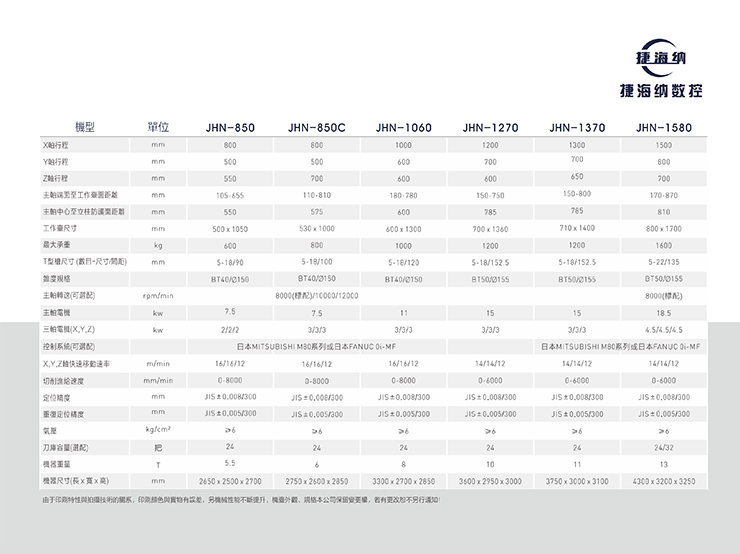
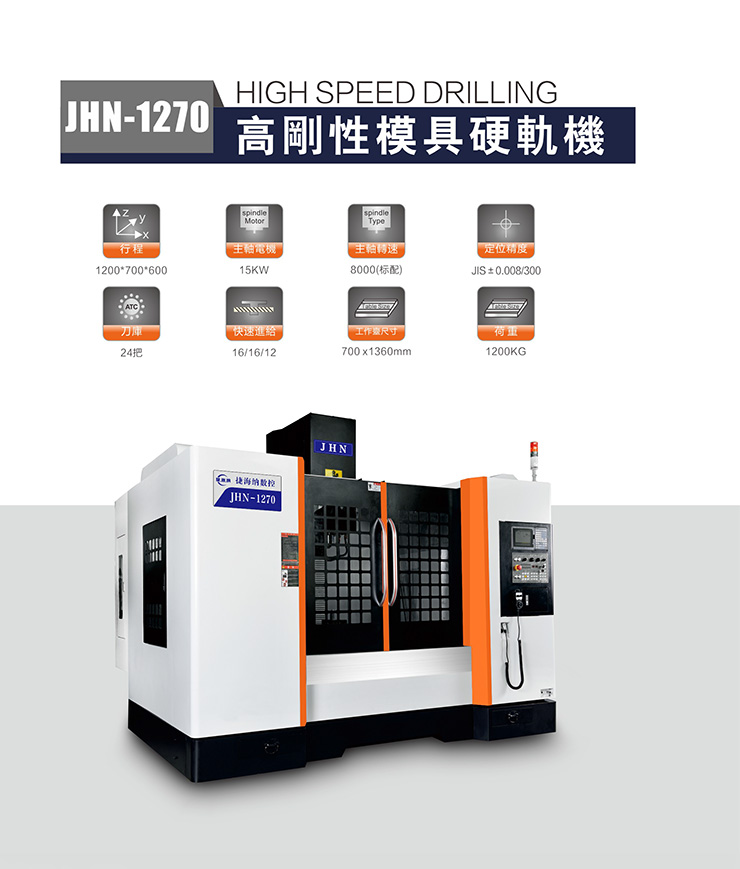
.移动行程
X轴(工作台左右行程)行程: 1100 mm
Y轴(工作台前后行程)行程: 600 mm
Z轴(主轴头上下行程)行程: 600 mm
主 轴 端 面 至 工 作 台 距 离: 120-700mm
2. 规格
工作台尺寸:600*1300mm
T型槽数: 5
T型槽宽度:18mm
工作台承重:800kg
主轴转速级数:无级调速
主轴转速范围:60-8000rpm
主 轴 锥 孔: BT40
3. 机器精度标准
JB / T 8771.2-1998 《立式加工中心 几何精度检验》
JB / T8771.4-1998 《加工中心 线性定位精度和重复定位精度检验》
JB / T8771.7-1998 《加工中心 精加工实件精度检验》
JB / T 8801-1998 《加工中心 技术条件》
定位精度: ±0.005mm 重复定位精度: ±0.0025mm
4. 主轴传动系统
主轴电机功率(无级调速): 11 KW
主轴润滑:使用进口润滑脂润滑,全封闭,免维护
主轴采用闽台高速高精主轴
5. 进给系统
X/Y/Z轴快速移动速度:36m/min (X/Y/Z轴为线性导轨)
切削进给率:1~5000mm
手动进给率:0~2000mm
小设定与移动单位:0.001mm
滚珠丝杆(直径×节距)φ40×12mm(X、Y、Z)
6. 自动换刀部份(选购)
自动换刀方式:圆盘式
选择方式:双向任意式
刀库容量: 24把
长度:300mm
重量:7kg
型式: BT-40
直径:φ80(满刀状态) φ140(临空刀状态)
自动换刀时间: 3-4s
7.机器结构
该机器设计以整体平衡为全面考虑,整机主结构采用箱体及宽阔式底座、“人”字型立柱结构设计。底座、立柱、鞍座、主轴箱、工作台等主要铸件材质均使用优化,高质量、高张力之树脂砂造型铸件,组织稳定,变形量小,可承受高强度之张力及负荷。经回火处理及振动自然时效处理消除应力,可保持精密的位移及定位。对于整机进行测试及分析振动源、应力分布、温升反应、结构位移等,以确保各项设计改善至状况。
主轴为8000rpm高速高精度主轴,内孔锥度#40.
X、Y、Z轴导轨选用闽台线性导轨,动作灵敏且精度较高。
三轴滚珠螺杆采用进口高精密双螺帽滚珠导轨杆直接式传动且施以适当之预拉设计。
8.机器防护
机器防护装置安全、齐全、可靠
符合GB15760-1995《金属切削机器安全防护通用技术备件》
机器噪声:符合国家标准〈75db
电控柜冷却采用冷热交换器降温,密封防尘,防尘等级IP65
9.润滑系统
采用自动润滑装置,对各滑动面及滚珠丝杠施行强制润滑,注油时间间隔和注油量可调
润滑油选用T68#导轨润滑油
10.冷却系统
冷却系统容积200L
冷却泵,电机功率0.5KW,流量40L/min
切削冷却为万象喷头喷射冷却液
11.气动系统
气动系统装有三点组合,压力开关、电磁阀等,实现气动换刀,主轴吹气,压力6-8kgs/cm2,流量220L/min,可选择配置外接气。
12.电气系统
符合GB/T5226.1-1996《工业机械电气设备部份:通用技术条条件》标准。
系统具有完善可靠的连锁、安全保护和故障自诊断报警功能
配有RS232标准通讯接口,可用计算器软盘进行程序的储存
可根据用户要求选择其他的系统
13.机器配件及外购件
机器配件及外购件均选用国内、外(详见外购件清单)
14.三色警示灯
红灯:显示报警
黄灯:显示程序结束
绿灯:显示程序正在执行中
15.机器电源
电源电压范围:交流三相380V±10% 50Hz
机器用电总功率:25KVA
16.正常使用温度
环境温度:0~40℃
湿度:≤85%
17.机器重量
机器重量:7500Kg


东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:钻攻中心、雕铣机、加工中心等数控设备;公司采用专业的数控理念、多项数控研究**致力于加工中心、龙门铣精密技术的研发,在加工中心和龙门铣的设计以及加工工艺技术方面**了较丰硕的成果,实现了数控技术向产业化转化的过程。我们有专业的机床制造理念及技术,有人性化的研发和设计;我们拥有一系列高精密检测设备,一批高素质的专业技术人才。我们的设备广泛应用于工业各个领域,如手机零配件、塑胶模具、五金模具手板模型、手机镜片、亚克力、铝件、电子治具等加工行业。捷海纳数控对产品进行了针对性较强的系列化整合,较终提供给用户的不仅仅是产品还能向用户提供整套工艺解决方案;捷海纳数控始终将产品品质视为自己的生命线,坚持品质发展的质量方针。公司经营理念:以诚信为本,质量为基,服务为体!
欢迎来到东莞市捷海纳数控设备有限公司网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是广东东莞莞城公司街道地址,负责人是郑先生。
主要经营高速钻孔攻牙机。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 五金加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-59863218.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于东莞市捷海纳数控设备有限公司
商铺首页 |
更多产品 |
联系方式
东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:钻攻中心、雕铣机、加工中心等数控设备;公司采用专业的数控理念、多项数控研究**致力于加工中心、龙门铣精密技术的研发,在加工中心和龙门铣的设计以及加工工艺技术方面**了较丰硕的成果,实现了数控技..
- 我要给“CNC加工中心线轨”留言
- 更多产品









相关分类






