- 产品描述
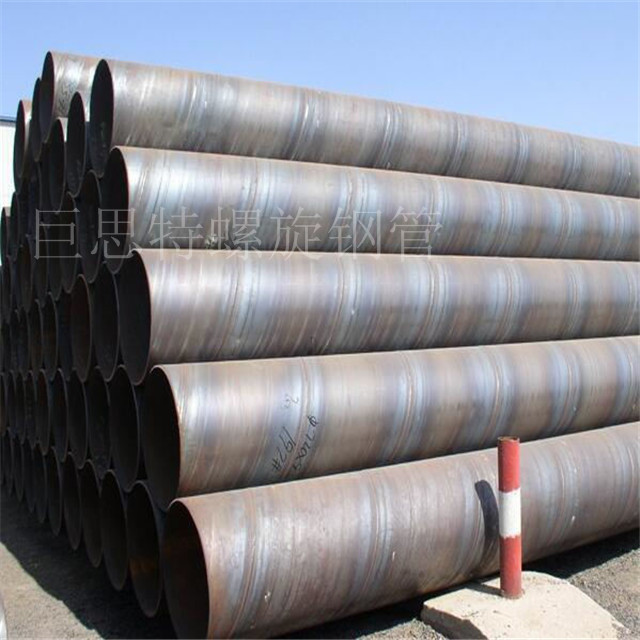
公司是开发、研制、销售钢制管件系列产品的厂家,公司主要产品有系列200多种品种,1.弯头、三通、异径管、管帽、法兰、支吊架等高、中、低压管件及管道配件系列;2.绝缘接头、绝缘法拉系列;3.保温、耐磨、防腐管道系列。可以按GB、HG、、SY、HGJ、SH、ASME、ANSI、API、MSS-SP、DIN、JIS等标准生产不同的管件和法兰。材料包括碳钢、合金钢、不锈钢、低温钢、双相钢、镍基合金、哈氏合金等,也可按客户提供的技术进行生产制造,其产品除了在国内销售外,还**东南亚、中东、欧洲、美洲、日本和韩国等国家和地区。螺旋钢管的防腐包括:内防腐与外防腐。防腐方式有:环氧煤沥青、ipn8710、3PE、水泥砂浆、内EP外PE、聚乙烯、环氧陶瓷、环氧树脂、环氧粉末、tpep等等。下面主要是说明一下螺旋钢管的机械性能。韧性:所谓韧性是指金属材料在冲击力(动力载荷)的作用下而不破坏的能力。韧性包括冲击韧度,冲击吸收功指数。冲击韧度:冲击韧度是评定金属材料于动载荷下受冲击抗力的力学性能指标,通常都是以大能量的一次冲击值(αKU或αKV)作为标准的,它是采用一定尺寸和形状的标准试样,在摆锤式一次冲击试验机上来进行试验。试验结果,以冲断试样上所消耗的功(AKU或AKV)与断面处横截面积(F)之比值大小来衡量螺旋钢管的生产主要取决于钢管的尺寸,大直径厚壁管适合接触焊接。螺旋钢管厂的锥形直径管道必须采用接触焊接。 当工作频率为100-300千赫时,输出功率达到100千瓦,适用于厚壁焊接。 然而,焊接薄壁管几乎是不可能的,因为螺旋钢管在低频下有较深的熔化。 随着固态发电机的出现,频率可以提高,但只有相对较低的功率输出可用。 固态射频发生器的控制部括适用于谐振电路的高频信号源。 信号源驱动金属氧化物半导体场效应晶体管实现有效的DC到射频转换 螺旋钢管厂的控制部分还包括必要的保护电路,以确保当检测到频率控制故障、负载故障或过电压时,焊接电源可靠地关闭。 直缝焊接钢管应先清理油污、油漆、水、铁锈等。在焊接处。然后,应根据壁厚打开凹槽。厚的应该开大一点,薄的应该开小一点(角磨机)。那么焊条和焊丝之间的间隙应为焊条直径的1- 1.5倍。如果你不小心打开了凹槽,你可以适当地让它变小。 对于钢管的热扩方法。 1、弯曲成形法 弯曲成形法有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,*三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 2、冲压法 在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 3、滚轧法 一般不用芯轴,适合于厚壁管内侧圆缘。 4、滚轮法 在管内放置芯子,外周用滚轮推压,用于圆缘加工。 5、鼓胀法 鼓胀法是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把管子鼓成所需要的形状,波纹管的生产大部分用的是这种方法。 6、锻压法 用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。螺旋钢管详细介绍: 生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺 旋缝钢管. (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面输送和予弯边。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。一站式服务公司将秉承“服务用户、共创双赢”的营销理念,为用户提供体质服务,大力开发市场与广大客户携手未来,共赢发展。
河北巨思特管道科技有限公司坐落于全国的管道管件制造基地河北省沧州工业区,是一家生产与销售 集研发各类钢塑复合管,涂塑、衬塑、滚塑复合钢管、环氧树脂复合钢管、内EP外PE防腐钢管和新型环保管材及配件为一体的现代化科技企业。我公司注册资金5000万元,工人144名,其中技术工人占三分,公司拥有雄厚的技术力量和完善的检测设备,并通过国家检测中心的产品质量检测,依靠自身和国家检测机构的技术力量建立起完善的质量管理体系。公司执行CJ/120-2008《给水涂塑复合钢管》、GB/T5135.20-2010《自动喷水灭火系统*20部分:涂覆钢管》等 产品广泛应用于**基础设施、给排水系统、交通、消防、电力、**、通信、石油化工、矿产开采、动力设备、高速铁路、城市地铁、城市轨道交通等各种重点建筑工程。 “巨思特漫道真如铁、而今迈步从头越”,梦想在心中,追求无止境,在一个新的征程面前,公司将继续坚持“求真务实、科技创新”的宗旨;“经营的是诚信、销售的是品质”的经营理念;秉承以人为本、崇尚科学、锐意改革、追求的信念,努力搭建一个诚信、双赢的平台,携手各界共同缔造我们的美好未来。
欢迎来到河北巨思特管道科技有限公司网站,我公司位于西煤东运新通道的出海口和冀中南、鲁西北以及晋陕和内蒙古等西部地区对外开放的桥头堡—沧州市。 具体地址是河北沧州新华区公司街道地址,负责人是周经理。
主要经营钢塑转换接头,防水套管,绝缘接头,不锈钢螺旋瓦斯焊管。
我司主要供应:建材 金属建材 钢管 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-57069530.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于河北巨思特管道科技有限公司
商铺首页 |
更多产品 |
联系方式
河北巨思特管道科技有限公司坐落于全国的管道管件制造基地河北省沧州工业区,是一家生产与销售 集研发各类钢塑复合管,涂塑、衬塑、滚塑复合钢管、环氧树脂复合钢管、内EP外PE防腐钢管和新型环保管材及配件为一体的现代化科技企业。我公司注册资金5000万元,工人144名,其中技术工人占三分,公司拥有雄厚的技术力量和完善..
- 我要给“螺旋焊管弯头 济宁大口径螺旋钢管 电力工业”留言
- 更多产品