- 产品描述
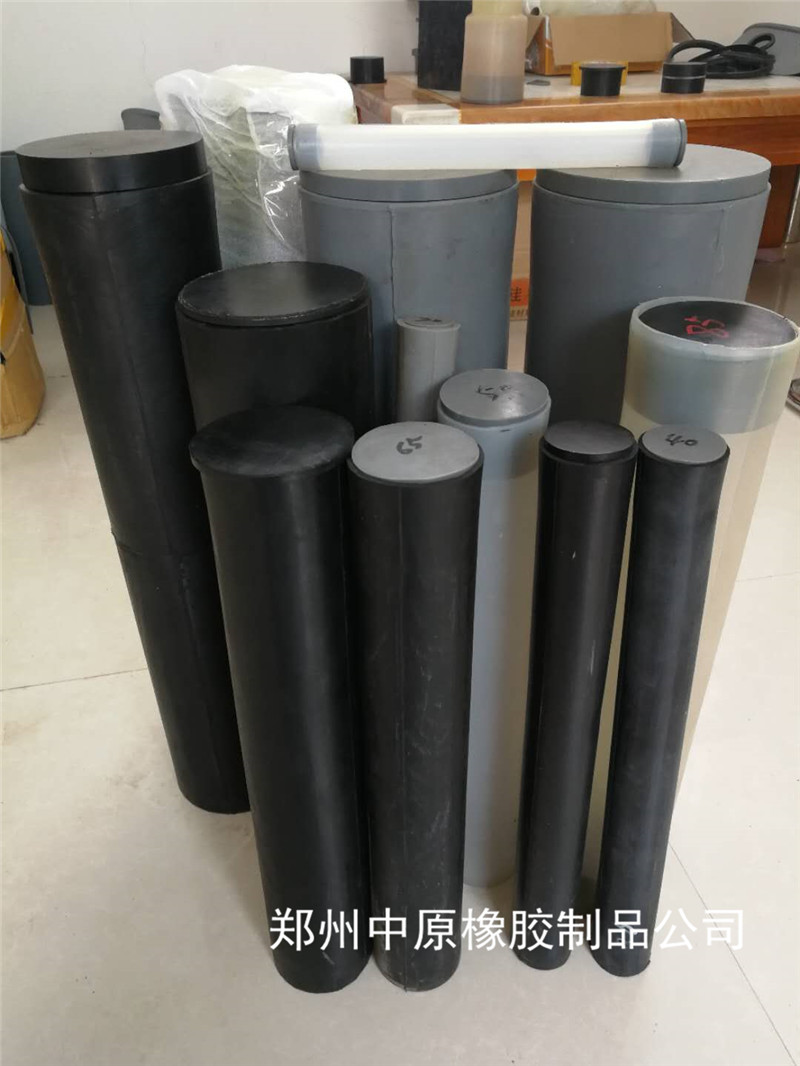
用这种方法可制造基本无缺陷的坯料,因此材料的成品率高,适用于高合金耐热钢、不锈钢及高速工具钢制造的制品。快速全向压制是一种近年发展起来的粉末材料致密化新技术。20世纪30年代以来,在粉末冶金零件的工业化生产过程中,压机设备、模具设计等方面不断改进,模压成形方法得到了较大的发展,机械化和自动化已达到较高的程度。为了扩大制品的尺寸和形状范围,特别是为了提高制品密度和改善密度的均匀性相继出现和发展了多种成形方法。粉体成型,其中压制重要的一种方法是等静压成型,压后质地均匀,可以达到很高的品质。等静压成型过程中需要弹性体模具,其中聚氨酯材质的等静压模具收到广泛欢迎,因为具有高回弹,易脱胶,耐油耐水抗撕裂,使用寿命长,制品表面光滑等优点。粉末锻造将金属粉末压制成预成形坯,烧结后再加热进行锻造(见模锻),以减少甚至完全消除其中的余孔隙的方法,称为粉末锻造。其锻造方式有三种:①热复压。预成形坯的形状接近成品形状,外径略小于锻模模腔内径。因为锻造时材料不发生横向流动,锻件有0~2%的余孔隙度。②无飞边锻造。这种锻造在限模中进行,材料有横向流动,锻件不产生飞边。③闭模锻造。预成形坯的形状较简单,且外径比锻模内径小得多,锻造时产生飞边,是一种与常规锻造相类似的方法。压模和压机 模压成形的主要设备是压模和压机。压模设计的原则是:充分发挥粉末冶金少切削和无切削的工艺特点,保证达到压坯质量的三项要求(即几何形状、尺寸精度和光洁度、密度的均匀性);合理地选择模具材料和压模结构,提出模具的加工要求。压机分为机械压机和液压机两类。机械压机的特点是速度快,生产率高;其缺点是压力较小,冲程短,冲压不够平稳,保压困难,不适于压制较大和较长的制品。与机械压机相比,液压机(图2)的特点是压力大,行程长,比较平稳,能实现无级调速和保压,适于压制尺寸较大较长的制品;其缺点是速度慢,生产率低。“质量、价格、时间、服务”是郑州市中原橡胶制品有限公司的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 欢迎广大新老客户的支持与光临,我公司愿与你携手共进,共创美好的明天。
郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企业精神。
欢迎来到郑州市中原橡胶制品有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州上街区公司街道地址,负责人是陈经理。
主要经营等静压模具。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 模具加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-55788545.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于郑州市中原橡胶制品有限公司
商铺首页 |
更多产品 |
联系方式
郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企..
- 我要给“衡水粉末成型模具制造 粉末干压机成型模具 灵活性大”留言
- 更多产品











相关分类






