
- 产品描述
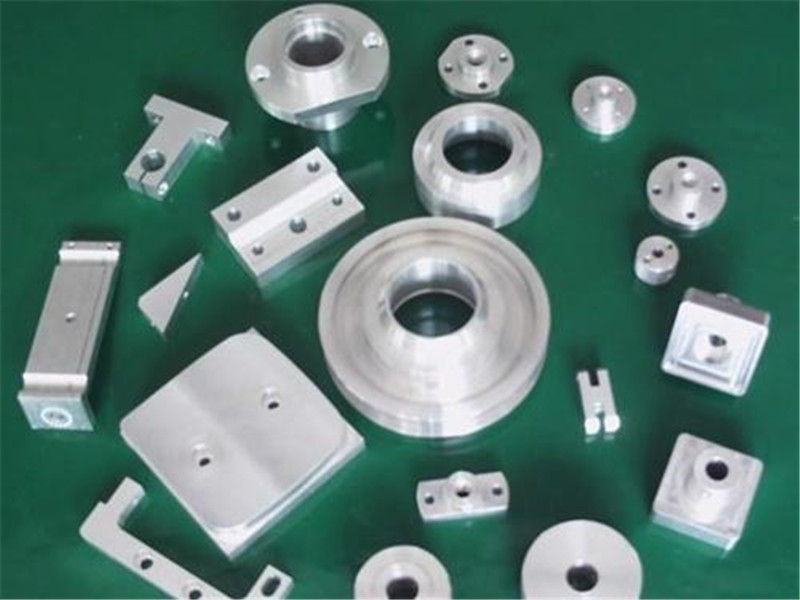
匠恒机械模具有限公司是专业从事模具加工,产品零件,治具开发和加工的实体企业,本公司位于市三桥蔺高村工业园南区西路,是主要以CNC数控加工中心为主要的设备的外协加工厂,公司现有CNC4台,其中三台CNC加工中心和一台高速雕铣机,设备均可以保证在0.01之内,完全可以符合客户提出的公差要求,我公司主要致力于各类零件治具的设计及加工,主要加工塑胶模具CNC加工,压铸模具CNC加工,五金模具CNC加工,橡胶模具CNC加工,夹具.治具.检具.铝合金手板.喷涂工装治具机械零件加工工艺过程的三种生产类型关注生产类型是企业生产专业化程度的分类,对工艺过程的规划与制订有较大的影响。根据投产的特点,企业的生产可分为三种基本类型:单件生产、成批生产和大量生产。(1)单件生产 其特征是:每种产品只生产一件或几件,而且不再重复投产或不定期地重 复投产。如各种试制产品、机修零件、某些量具、夹具、模具等的生产属于这一生产类型。(2)大量生产 其特征是:长时间内只生产同一种产品,这些产品多为应用广泛,产量很 大,已经定型了的产品。标准件生产是零件大量生产的典型例子。(3)成批生产 其特征是:产品分批进行生产,经过一定时期后,又交替地重复进行。其在 产量较大时,接近于大量生产;在品种较多、产量较小时,又接近于单件生产。航空发动机的涡 轮叶片和压气机叶片的生产常为成批生产。成批生产可以进一步分为大批生产、中批生产和 小批生产三种。目前航空产品主要零件的生产一般属于小批生产类型。 通常,生产类型可以按工作地的专业化程度或产品(零件)的年产量来进行划分,而尤以后 者较为简单、常用。导读一台轿车的大概有一万多个零部件组成,每个零部件都要通过不同工艺加工成型,才得以在汽车上装配,今天来看看了解七大汽车零部件加工工艺。1.关于铸造铸造是将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法。在汽车制造过程中,采用铸铁制成毛坯的零件很多,约占全车重量10%左右,如气缸体、变速器箱体、转向器壳体、后桥壳体、制动鼓、各种支架等。制造铸铁件通常采用砂型。砂型的原料以砂子为主,并与粘结剂、水等混合而成。砂型材料必须具有一定的粘合强度,以便被塑成所需的形状并能抵御高温铁水的冲刷而不会崩塌。为了在砂型内塑成与铸件形状相符的空腔,必须先用木材制成模型,称为木模。炽热的铁水冷却后体积会缩小,因此,木模的尺寸需要在铸件原尺寸的基础上按收缩率加大,需要切削加工的表面相应加厚。空心的铸件需要制成砂芯子和相应的芯子木模(芯盒)。有了木模,就可以翻制空腔砂型(铸造也称为“翻砂”)。在制造砂型时,要考虑上下砂箱怎样分开才能把木模取出,还要考虑铁水从什么地方流入,怎样灌满空腔以便得到优质的铸件。砂型制成后,就可以浇注,也就是将铁水灌入砂型的空腔中。浇注时,铁水温度在1250—1350度,熔炼时温度较高。2.关于锻造在汽车制造过程中,广泛地采用锻造的加工方法。锻造分为自由锻造和模型锻造。自由锻造是将金属坯料放在铁砧上承受冲击或压力而成形的加工方法(坊间称“打铁”)。汽车的齿轮和轴等的毛坯就是用自由锻造的方法加工。模型锻造是将金属坯料放在锻模的模膛内,承受冲击或压力而成形的加工方法。模型锻造有点像面团在模子内被压成饼干形状的过程。与自由锻相比,模锻所制造的工件形状较复杂,尺寸较精确。汽车的模锻件的典型例子是:发动机连杆和曲轴、汽车前轴、转向节等。3.关于冷冲压冷冲压或板料冲压是使金属板料在冲模中承受压力而被切离或成形的加工方法。日常生活用品,如铝锅、饭盒、脸盆等就是采用冷冲压的加工方法制成。例如制造饭盒,首先需要切出长方形并带有4个圆角的坯料(行家称为“落料”),然后用凸模将这块坯料压入凹模而成形(行家称为“拉深”)。在拉深工序,平面的板料变为盒状,其4边向上垂直弯曲,4个拐角的材料产生堆聚并可看到皱褶。采用冷冲压加工的汽车零件有:发动机油底壳,制动器底板,汽车车架以及大多数车身零件。这些零件一般都经过落料、冲孔、拉深、弯曲、翻边、修整等工序而成形。为了制造冷冲压零件,必须制备冲模。冲模通常分为2块,其中一块安装在压床上方并可上下滑动,另一块安装在压床下方并固定不动。生产时,坯料放在2块冲模之间,当上下模合拢时,冲压工序就完成了。冲压加工的生产率很高,并可制造形状复杂而且精度较高的零件。4.关于焊接焊接是将两片金属局部加热或同时加热、加压而接合在一起的加工方法。我们常见工人一手拿着面罩,另一手拿着与电线相连的焊钳和焊条的焊接方法称为手工电弧焊,这是利用电弧放电产生的高温熔化焊条和焊件,使之接合。手工电弧焊在汽车制造中应用得不多。在汽车车身制造中应用广的是点焊。点焊适于焊接薄钢板,操作时,2个电极向2块钢板加压力使之贴合并同时使贴合点(直径为5—6甽的圆形)通电流加热熔化从而牢固接合。2块车身零件焊接时,其边缘每隔50—100甽焊接一个点,使2零件形成不连续的多点连接。焊好整个轿车车身,通常需要上千个焊点。焊点的强度要求很高,每个焊点可承受5kN的拉力,甚至将钢板撕裂,仍不能将焊点部位分离。在修理车间常见的气焊,是用乙炔燃烧并用氧气助燃而产生高温火焰,使焊条和焊件熔化并接合的方法。还可以采用这种高温火焰将金属割开,称为气割。气焊和气割应用较灵活,但气焊的热影响区较大,使焊件产生变形和金相组织变化,性能下降。因此,气焊在汽车制造中应用较少。5.关于金属切削加工金属切削加工是用刀具将金属毛坯逐层切削;使工件得到所需要的形状、尺寸和表面粗糙度的加工方法。金属切削加工包括钳工和机械加工两种方法-,钳工是工人用手工工具进行切削的加工方法,操作灵活方便,在装配和修理中广泛应用。机械加工是借助于机床来完成切削的,包括:车、刨、铣、钻和磨等方法。1)车削:车削是在车床上用车刀加工工件的工艺过程。车床适于切削各种旋转表面,如内、外圆柱或圆锥面,还可以车削端面。汽车的许多轴类零件以及齿轮毛坯都是在车床上加工的。2)刨削:刨削是在刨床用刨刀加工工件的工艺过程。刨床适于加工水平面、垂直面、斜面和沟槽等。汽车上的气缸体和气缸盖韵乎面、变速器箱体和盖的配合平面等都是用刨床加工的。3)铣削:铣削是在铣床上用铣刀加工工件的工艺过程。铣床可以加工斜面、沟槽,甚至可加工齿轮和曲面等旧铣削广泛地应用于加工各种汽车零件。汽车车身冷冲压的模具都是用铣削加工的。计算机操纵的数控铣床可以加工形状很复杂的工件,是现代化机械加工的主要机床。4)钻削及镗削:钻削和镗削是加工孔的主要切削方法。5)磨削:磨削是在磨床上用砂轮加工工件的工艺过程。磨削是一种精加工方法,可以获得高精度和粗糙度的工件,而且可以磨削硬度很高的工件。一些经过热处理后的汽车零件,均用磨床进行精加工。6.关于热处理热处理是将固态的钢重新加热、保温或冷却而改变其组织结构,以满足零件的使用要求或工艺要求的方法。加热温度的高低、保温时间的长短、冷却速度的快慢,可使钢产生不同的组织变化。铁匠将加热的钢件浸入水中快速冷却(行家称为淬火),可提高钢件的硬度,这是热处理的实例。热处理工艺包括退火、正火、淬火和回火等。退火是将钢件加热,保温一定时间,随后连同炉子—起缓慢冷却,以获得较细而均匀的组织,降低硬度,以利于切削加工。正火是将钢件加热,保温后从炉中取出,随后在空气中冷却,适于对低碳钢进行细化处理。淬火是将钢件加热,保温后在水中或在油中快速冷却,以提高硬度。回火通常是淬火的后续工序,将淬火后的钢件重新加热,保温后冷却,使组织稳定,消除脆性。有不少汽车零件,既要保留心部的韧性,又要改变表面的组织以提高硬度,就需要采用表面高频淬火或渗碳、氰化等热处理工艺。7.关于装配装配是按一定的要求,用联接零件(螺栓、螺母、销或卡扣等)把各种零件相互联接和组合成部件,再把各种部件相互联接和组合成整车。无论是把零件组合成部件,或是把部件组合成整车,都必须满足设计图纸规定的相互配合关系,以使部件或整车达到预定的性能。例如,将变速器装配到离合器壳上时,必须使变速器输入轴的中心线与发动机曲轴的中心线对准。这种对中心的方式不是在装配时由装配工人(钳工)来调节,而是由设计和加工制造来保证。如果你到汽车制造厂参观,引人人胜的是汽车总装配线。在这条总装配线上,每隔几分钟就驶下一辆汽车。以我国一汽的解放牌货车总装配线为例。这条装配线是一条165m长的传送链,汽车随着传送链移动至各个工位并逐步装成,四周还有输送悬链把发动机总成、驾驶室总成、车轮总成等源源不断地从各个车间输送到总装配线上的相应工位。在传送链的起始位置首先放上车架(底朝天),然后将后桥总成(包括钢板弹簧和轮毂)和前桥总成(包括钢板弹簧、转向节和轮毂)安装到车架上,继而将车架翻过来以便安装转向器、储气筒和制动管路、油箱及油管、电线以及车轮等,后安装发动机总成(包括离合器、变速器和制动器),接上传动轴,再安装驾驶室和车前板制件等。至此,汽车就可以驶下装配线。-End-各类手板模型制作工艺介绍1)、CNC快速手板(五金、塑胶手板): CNC手板模型制作是一种传统的,以去除法把毛坯件的多余材料切削掉以得到所需要的原型的一种加工方式。从技术的角度讲,是综合计算机辅助设计(CAD)、计算机辅助制造(CAM)、计算机数字控制(CNC)等**技术,把计算机上构成的三维模型由整块材料在CNC数控加工中心上挖掘而成的一种加工方法。在手板行业中,CNC加工一般针对一些较大型工件的外壳结构和实心外观板,也能做一些用于功能测试的结构件。它的加工材料广泛,所用材料的性能和大货生产所用的注塑胶材料性能相近。CNC手板模型制作流程:接受图纸→编写刀路→传输刀路至CNC加工中心→机器自动化加工→手工后处理(打磨、喷漆、印刷等) 2)、真空注型(硅胶复模)手板:即利用原有的样板,在真空状态下制作出硅胶模具,并在真空状态下采用PU材料进行浇注,从而克隆出与原样板相同的复制件。该项技术由于速度快、成本低,大大降低了产品的开发费用、周期和风险。 3)、SLA激光快速成型手板:快速成型技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。形象地讲,快速成形系统就像是一台"立体打印机"。
西安匠恒机械模具有限公司是专业从事CNC数控精密零件生产的CNC机加厂,范围包括:铝合金压铸CNC机加工CNC机加工数控铣,CNC电脑锣加工加工中心CNC机加。公司目前主要服务对象为 :⑴ 模具类 ⑵ 汽摩配件类 ⑶ 精密机械加工夹具等等。我们的经营理念是:做生意,先做人,诚恳待人。我们的企业精神是:精益求精、追求卓越。我们的经营宗旨是:品质** 、低价位诚信** 、顾客至上。我们竭诚为客户提供快捷、高效、优质的服务,是广大新老客户值得信赖的合作伙伴,携手共创美好明天!欢迎来图来样洽谈CNC机加事宜和CNC加工业务
欢迎来到西安匠恒机械模具有限公司网站,我公司位于历史悠久,有着7000多年文明史,中国历史上建都朝代最多、时间最长、影响力最大的都城—西安。 具体地址是陕西西安新城区公司街道地址,负责人是刘先生。
主要经营相关产品。
本页链接:http://www.cg160.cn/vgy-55621530.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于西安匠恒机械模具有限公司
商铺首页 |
更多产品 |
联系方式
西安匠恒机械模具有限公司是专业从事CNC数控精密零件生产的CNC机加厂,范围包括:铝合金压铸CNC机加工CNC机加工数控铣,CNC电脑锣加工加工中心CNC机加。公司目前主要服务对象为 :⑴ 模具类 ⑵ 汽摩配件类 ⑶ 精密机械加工夹具等等。我们的经营理念是:做生意,先做人,诚恳待人。我们的企业精神是:精益求精、追求卓越。..
- 我要给“河北大型塑料产品零件加工厂家”留言
- 更多产品











相关分类
- 药品加工
- 能源产品加工
- 纸加工
- 其他未分类
- 娱乐休闲产品加工
- 医疗器械加工
- 体育运动产品加工
- 成品鞋加工
- 保健用品加工
- 农副产品加工
- 安全、防护用品加工
- 纸品加工
- 办公文教用品加工
- 冶炼加工
- 家用电器加工
- 鞋材、鞋件加工
- 音像制品加工
- 石材加工
- 皮革加工
- 通讯产品加工
- 陶瓷加工
- 印刷加工
- 竹木加工
- 仪器仪表加工
- 化工产品加工
- 橡胶加工
- 纺织品加工
- 塑料加工
- 行业专用设备加工
- 食品饮料加工
- 书刊印刷加工
- 汽摩配件加工
- 玩具设计加工
- 金属加工
- 饰品加工
- 交通运输产品加工
- 五金工具加工
- 建材加工
- 玻璃加工
- 家居用品加工
- 喷涂加工
- 家电数码加工
- 包装产品加工
- 机械加工
- 激光加工
- 环保设备加工
- 模具加工
- 工艺礼品加工
- 服装加工
- 服装服饰加工
- 机械零部件加工
- 纺织加工
- 商业印刷加工
- 电子加工
- 包装印刷加工
- 电脑产品加工
- 服饰加工
- 电工电气产品加工
- 生活印刷加工
- 包装加工
- 卡类印刷
- 办公用品加工
- 特种印刷
- 安全防护用品加工
- 产品印刷加工






