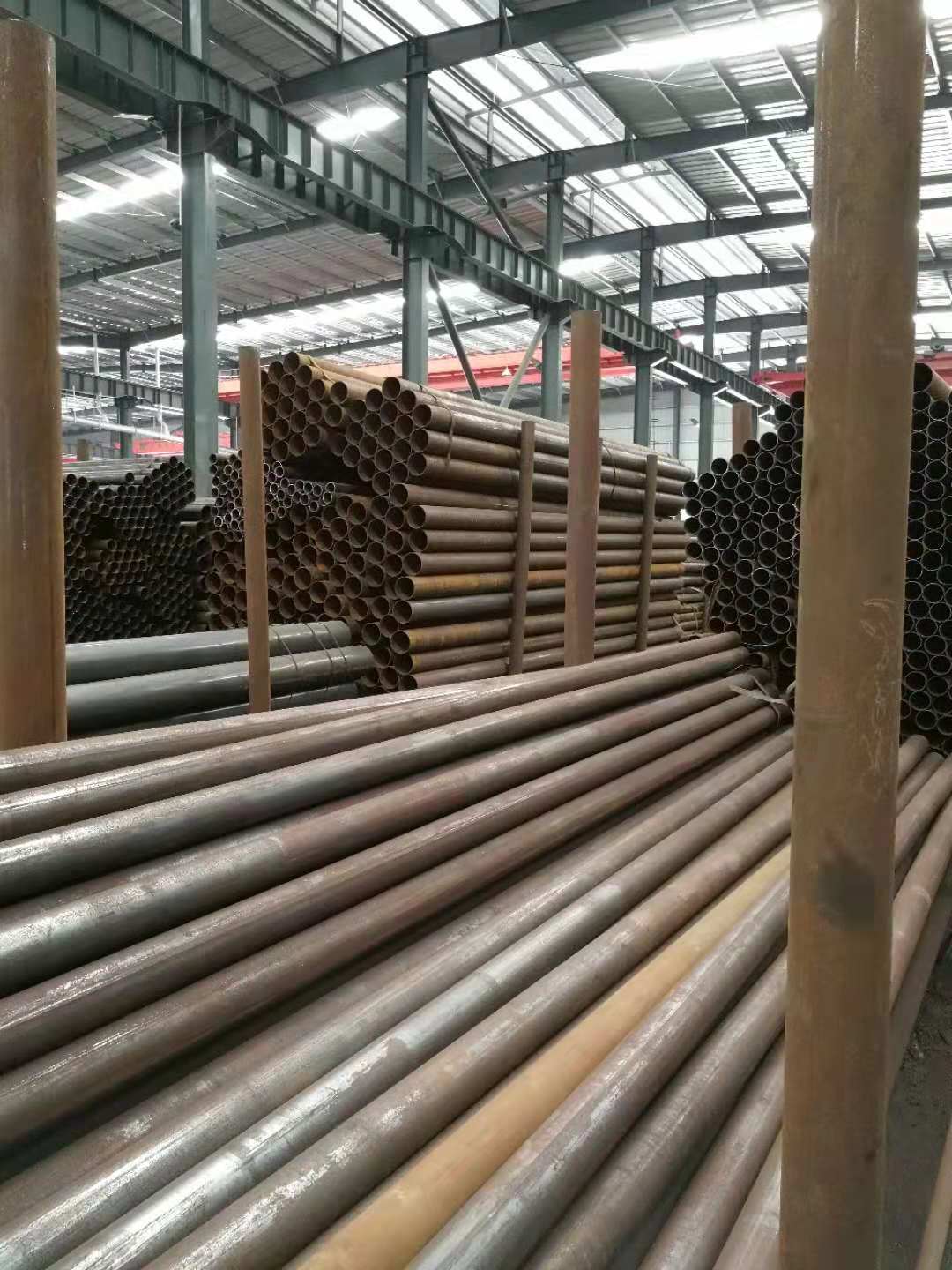
- 产品描述
直缝焊管用热轧或冷轧或钢带卷焊制成的钢管在焊接设备上进行直缝焊接得到的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。主要用途及行业:直缝钢管在国内主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。作液体输送用:给水、排水。作气体输送用:煤气、蒸汽、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。影响高频直缝焊管工艺要素的分析:1 焊接热输入量高频直缝焊管焊接中,焊接功率大小决定了焊接输入热量的多少,当外界条件一定,输入热量不足时,被加热的带钢边缘达不到焊接温度,仍保持一种固态组织而形成冷焊甚至无法熔合。检测时这种未熔合通常表现为压扁试验不合格、水压试验时钢管爆裂,或者钢管矫直时焊缝开裂,这是一种较严重的缺陷。另外,焊接热输入量也会受带钢边部质量的影响,如带钢边部有毛刺时,在进入挤压辊焊点之前毛刺会导致打火,造成焊接功率损失而使热输入量减小,从而形成未熔合或冷焊。当输入热量过高时,被加热的带钢边缘**过了焊接温度,而产生过热甚至过烧, 焊缝在受力后也会开裂, 有时会因焊缝击穿造成熔化金属飞溅形成孔洞。2 焊接压力(减径量)焊接压力是焊接工艺的主要参数之一,带钢边缘加热到焊接温度后, 在挤压辊挤压力作用下使金属原子相互结合而形成焊缝。焊接压力的大小影响着焊缝的强度和韧性。如果施加的焊接压力偏小, 焊接边缘不能充分熔合,焊缝中残留的金属氧化物无法排出而形成夹杂, 导致焊缝抗拉强度大大降低, 焊缝受力后容易开裂; 如果施加的焊接压力过大, 达到焊接温度的金属大部分会被挤出, 不但降低了焊缝的强度及韧性,而且产生了内外毛刺过大或搭焊等缺陷。焊接挤压量过大,飞溅大且被挤出的熔融金属较多、毛刺较大并翻倒于焊缝两边;挤压量过小,几乎无飞溅,毛刺较小呈堆积状;挤压量适中时,挤出的毛刺呈直立状,高度一般控制在2.5~3mm。如果焊接挤压量控制适当,焊缝的金属流线角上下左右基本对称,角度为55°~ 65°。3 焊接速度焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及金属原子结晶速度有关。对于高频焊,焊接质量随焊接速度的加快而提高,这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间;如果焊接速度降低,不仅加热区变宽,即焊缝热影响区变宽,而且熔化区宽度随输入热量的变化而变化,形成的内毛刺也较大。低速焊接时,由于相应的输入热量要减少会导致焊接困难,同时受板边质量及其他外部因素,如阻抗器的磁性、开口角大小等的影响,很容易引起一系列缺陷的产生。因此高频焊时,应在机组能力及焊接设备所允许的条件下根据产品的规格尽可能选择较快的焊接速度进行生产。4 开口角开口角也称焊接V角,是指挤压辊前带钢边缘的夹角。通常开口角在3°~6°之间变化, 开口角的大小主要由导向辊的位置及导向片厚度来决定。V角的大小对焊接稳定性和焊接质量都有较大影响。减小V角时,带钢边缘距离会减小,从而使高频电流的邻近效应加强,可降低焊接功率或增加焊接速度,提高生产率。开口角过小会导致提前焊,即焊接点在未达到高温度时就受到挤压而熔合,容易在焊缝中形成夹杂及冷焊等缺陷,降低了焊缝质量。加大V角时虽然增加了功率的消耗,但在一定条件下能够保证带钢边缘加热的稳定性,减少边缘热量的损失同时减小了热影响区。实际生产中,为了确保焊缝质量,一般V 角控制在4°~5°。5、感应圈大小及位置感应圈是高频感应焊中的重要工具,其大小及位置直接影响生产的效率。感应圈传输给钢管的功率与钢管表面间隙的平方成比例,间隙过大会急剧降低生产效率, 间隙过小容易和钢管表面连电打火或被钢管对头碰坏, 通常感应圈内表面与管体间隙选择在10mm左右。感应圈宽度根据钢管外径选择。感应圈过宽,其电感就会减小,感应器的电压也会随之降低,输出的功率就会减小; 感应圈过窄,输出功率增加,但管背以及感应圈的有功损耗也会增加。一般感应圈的宽度在1~1.5D(D为钢管外径)较合适。感应圈**距离挤压辊中心距离等于或稍大于管径,即1~1.2D较合适。距离过大,会降低开口角的邻近效应,导致边部加热距离过长,使焊点处无法得到较高的焊接温度;距离过小,会导致挤压辊产生较高的感应热量,降低其使用寿命。6 阻抗器的作用和位置阻抗器磁棒是用来减少高频电流流向钢管的背面,同时集中电流,加热钢带的V角,保证热量不会因管体被加热而受到损失。如果冷却不到位,磁棒会**过其居里温度(约300 ℃)而失磁。如果没有阻抗器,电流和所感应的热量会环绕整个管体而分散,增大了焊接功率,导致管体过热。阻抗器的放置位置对焊接速度有很大影响,而且对焊接质量也有影响。实践证明阻抗器**位置正好在挤压辊中心线处时,压扁结果好。当**过挤压辊中心线伸向定径机一侧时,压扁结果会明显下降。不到中心线而在导向辊一侧时,焊接强度会有所降低。佳位置即阻抗器放在感应器下面的管坯内,其头部与挤压辊中心线重合或向成型方向调节20~40mm,能增加管内背阻抗,减少其循环电流损失,降低焊接功率。7 结论(1) 合理的控制焊接热输入量能够获得较高的焊缝质量。(2) 挤压量一般控制在2.5~3 mm较为适宜,其挤出的毛刺呈直立状,焊缝能够获得较高的韧性和抗拉强度。(3) 控制焊接V角在4°~5°,并在机组能力以及焊接设备所允许的条件下尽可能的以较高的焊接速度进行生产,可以减少一些缺陷的产生,得到良好的焊接质量。(4) 感应圈宽度为钢管外径的1~1.5D,距离挤压辊中心在1~1.2D较合适,能够有效的提高生产效率。(5) 确保阻抗器**位置正好在挤压辊中心线处, 能够获得较高的焊缝抗拉强度和良好的压扁效果。直缝钢管保养的相关技术要求:1.选择适宜的场地和库房(1)保管钢管的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要清除杂草及一切杂物,保持钢管干净(2)在仓库里不得与酸、碱、盐、水泥等对钢管有侵蚀性的材料堆放在一起。不同品种的钢管应分别堆放,防止混淆,防止接触腐蚀(3)大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放(4)中小型型钢、盘条、钢筋、中口径钢管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但必须上苫下垫(5)一些小型钢管、薄钢板、钢带、硅钢片、或薄壁钢管、各种冷轧、冷拔钢管以及价格高、易腐蚀的金属制品,可存放入库(6)库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房(7)库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境2.合理堆码、**先放(1)堆码的原则要求是在码垛稳固、确保安全的条件下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止混淆和相互腐蚀(2)禁止在垛位附近存放对钢管有腐蚀作用的物品(3)垛底应垫高、坚固、平整,防止材料受潮或变形(4)同种材料按入库先后分别堆码,便于执行**先发的原则(5)露天堆放的型钢,下面必须有木垫或条石,垛面略有倾斜,以利排水,并注意材料安放平直,防止造成弯曲变形(6)堆垛高度,人工作业的不**过1.2m,机械作业的不**过1.5m,垛宽不**过2.5m(7)垛与垛之间应留有一定的通道,检查道一般为O.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.Om(8)垛底垫高,若仓库为朝阳的水泥地面,垫高O.1m即可;若为泥地,须垫高O.2~0.5m。若为露天场地,水泥地面垫高O·3~O·5m,沙泥面垫高0.5~O.7m9)露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢管的I槽面不能朝上,以免积水生锈3.保护材料的包装和保护层 钢厂出厂前涂的防腐剂或其他镀复及包装,这是防止材料锈蚀的重要措施,在运输装卸过程中须注意保护,不能损坏,可延长材料的保管期限4.保持仓库清洁、加强材料养护(1)材料在入库前要注意防止雨淋或混入杂质,对已经淋雨或弄污的材料要按其性质采用不同的方法擦净,如硬度高的可用钢丝刷,硬度低的用布、棉等物(2)材料入库后要经常检查,如有锈蚀,应清除锈蚀层(3)一般钢管表面清除于净后,不必涂油,但对优质钢、合金薄钢板、薄壁管、合金钢管等,除锈后其内外表面均需涂防锈油后再存放直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~**,而且生产速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。1.低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。2.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。3.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。4.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。5.承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。6.承压流体输送用螺旋缝高频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用安全可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。7.一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。8.一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。9.桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管。
佛山市顺德区朗耀钢铁有限公司,门市位于佛山市顺德区乐从钢铁钢铁大世界A6区中三路,水陆交利。公司主要生产销售:螺旋钢管,卷管,焊接钢管,钢护筒,打桩管,钢管桩,大口径钢管,直缝焊管,无缝管。兼营:H型钢,镀锌钢管,球墨铸铁管,角钢,槽钢,钢板,工字钢,弯头,法兰等,产品提供打砂,防腐,镀锌,拉弯,等加工。螺旋管工厂占地面积10万平方米,注册资金1000万元,总资产5000万元,公司拥有多条**的螺旋钢管生产线。生产口径219mm-3030mm(壁厚5mm-25mm)的双面埋弧螺旋焊钢管,年生产能力10万吨以上。拥有多台大型,小型钢板卷管机,自动焊接机,焊接钢管(钢板卷管)生产直径200mm-5000mm(壁厚4mm-50mm),长短自定,日生产200吨产品。螺旋管,焊接钢管产品广泛应用于**工程,供水管道,污水排放,供热管网,煤气管网,煤井矿山,通风管道,建筑工程,钢结构,桥梁,打桩,码头等领域。 门市:佛山市顺德区乐从钢铁钢铁大世界A6区中三路4号 厂址:佛山市顺德北滘镇马龙工业区三路B座 佛山市顺德区朗耀钢铁有限公司 联系人:黄先生 手机18128752496: 固话:0757-28105730 传真:0757-28104985
欢迎来到佛山市顺德区朗耀钢铁有限公司网站,我公司位于与广州地缘相连、历史相承、文化同源的佛山市。 具体地址是广东佛山顺德区公司街道地址,负责人是黄经理。
主要经营其他行业**设备相关产品。
本页链接:http://www.cg160.cn/vgy-55469322.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于佛山市顺德区朗耀钢铁有限公司
商铺首页 |
更多产品 |
联系方式
佛山市顺德区朗耀钢铁有限公司,门市位于佛山市顺德区乐从钢铁钢铁大世界A6区中三路,水陆交利。公司主要生产销售:螺旋钢管,卷管,焊接钢管,钢护筒,打桩管,钢管桩,大口径钢管,直缝焊管,无缝管。兼营:H型钢,镀锌钢管,球墨铸铁管,角钢,槽钢,钢板,工字钢,弯头,法兰等,产品提供打砂,防腐,镀锌,拉弯,等加..
- 我要给“河源直缝焊管生产厂家”留言
- 更多产品


















