- 产品描述
武汉立匠激光设备有限公司拥有一支勇于创新、勤奋敬业、高素质的研发人才队伍,至今获得了包括发明**在内的各项**40多项,软件着作权10多项,2011年通过武汉**企业认定,2012年通过国家**企业认定,公司注册资金500万元,公司拥有20家以上焊模加工分店的模具激光焊机生产厂家,从事模具加工服务行业长达10年的模具激光焊机生产厂家,生产的设备销往多个地区和国家(中国闽台省、韩国、日本、马来西亚、印尼、泰国、越南)的模具激光焊机厂家
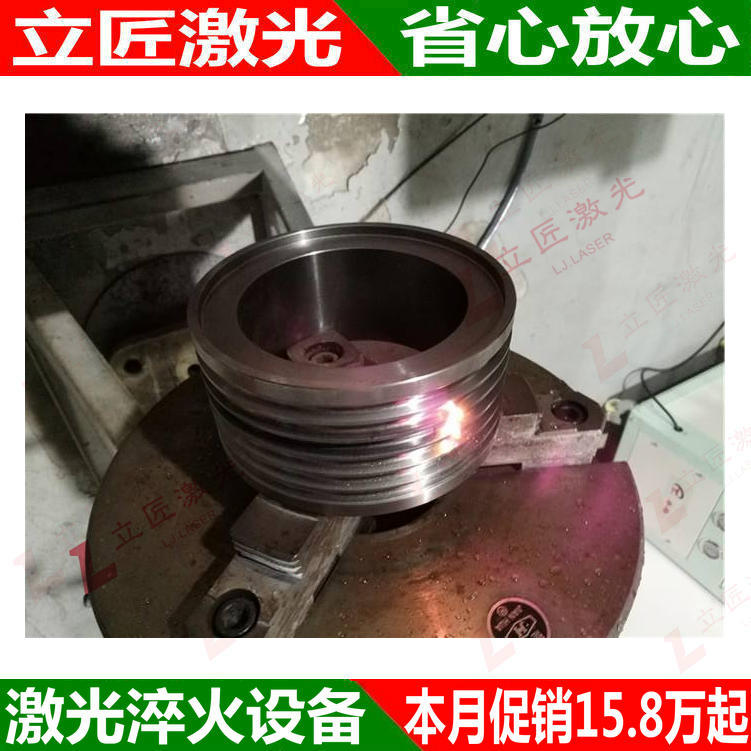
激光淬火是利用激光将材料表面加热到相变点以上,随着材料自身冷却,奥氏体转变为马氏体,从而使材料表面硬化的淬火技术。采用激光淬火齿面,其加热冷却速度很高,工艺周期短,不需要外部淬火介质.具有工件变形小,工作环境洁净,处理后不需要磨齿等精加工,且被处理齿轮尺寸不受热处理设备尺寸的限制等*特优点.
激光淬火的特点
1.淬火零件不变形、激光淬火的热循环过程快。
2.几乎不破坏表面粗糙度 采用防氧化保护薄涂层。
3.激光淬火不开裂、定量的数控淬火。
4.对局部、沟、槽淬火定位的数控淬火。
5.激光 淬火清洁、高效、不需要水或油等冷却介质。
淬火时的快速冷却会使工件内部产生内应力,当其大到一定程度时工件便会发生扭曲变形甚至开裂。为此必须选择合适的冷却方法。根据冷却方法,淬火工艺分为单液淬火、双介质淬火、马氏体分级淬火和贝氏体等温淬火4类。
淬火效果的重要因素,淬火工件硬度要求和检测方法:
淬火工件的硬度影响了淬火的效果。淬火工件一般采用洛氏硬度计,测试HRC硬度。淬火的薄硬钢板和表 面淬火工件可测试HRA的硬度。厚度小于0.8的淬火钢板、浅层表面淬火工件和直径小于5的淬火钢棒,可改用表面洛氏硬度计,测试HRN硬度。在焊接中碳钢和某些合金钢时,热影响区中可能发生淬火现象而变硬,易形成冷裂纹,这是在焊接过程中要设法防止的。
由于淬火后金属硬而脆,产生的表面余应力会造成冷裂纹,回火可作为在不影响硬度的基础上,消除冷裂纹的手段。淬火对厚度、直径较小的零件使用比较合适,对于过大的零件,淬火深度不够,渗碳也存在同样问题,此时应考虑在钢材中加入铬等合金来增加强度。
常用钢种实际生产中,加热温度的选择要根据具体情况加以调整。如亚共析钢中碳含量为下限,当装炉量较多,欲增加零件淬硬层深度等时可选用温度上限;若工件形状复杂,变形要求严格等要采用温度下限。
保温时间
由设备加热方式、零件尺寸、钢的成分、装炉量和设备功率等多种因素确定。对整体淬火而言,保温的目的是使工件内部温度均匀趋于一致。对各类淬火,其保温时间终取决于在要求淬火的区域获得良好的淬火加热组织。
加热与保温是影响淬火质量的重要环节,奥氏体化获得的组织状态直接影响淬火后的性能。-般钢件奥氏体晶粒控制在5~8级。
激光淬火的特点
1.淬火硬度比常规方法高 、淬火层组织细密、强韧性好。
2. 激光淬火是快速加热、自激冷却,不需要炉膛保温和冷却液淬火,是一种无污染绿色环保热处理工艺,可以很容易实行对大型模具表面进行均匀淬火。
3. 由于激光加热速度快,热影响区小,又是表面扫描加热淬火,即瞬间局部加热淬火,所以被处理的模具变形很小。
4. 由于激光束发散角很小,具有很好的指向性,能够通过导光系统对模具表面进行的局部淬火。
5. 激光表面淬火的硬化层深度一般为0.3~1.5。



武汉市立匠激光科技有限公司是国内精密激光焊接设备制造商,我们只专注于激光焊接熔覆工艺研发和激光焊接熔覆设备制造销售,致力于为客户提供全面完整的激光焊接熔覆应用解决方案。
立匠激光汇聚了一批具有创新精神和敬业精神的人才,在国内研发激光焊接设备10几年的光电子,精密机械,数控软件等方面的技术人才,立匠激光始终坚持“质量和服务是企业的生命线”的原则,为客户持续性创造。我公司引进了多种检测设备,通过严格检验,安装调试,完整的生产质量管理体系保证了公司产品钢铁般的品质,经过多年的努力,立匠激光专注激光焊接熔覆设备的研发和相关应用领域,并可以产品为客户提供非标自动化激光焊接熔覆设备的量身定做。
武汉市立匠激光科技有限公司本着“品质、创新、 、服务”的经营理念,立志成为国内外激光加工设备的主流供应商,为国内外广大用户提供的产品和的服务。目前公司的主要产品包括:激光熔覆机,高速激光熔覆机,机器人激光熔覆机,手持式激光焊接机,全自动激光焊接机,大功率激光焊接机,手机外壳激光焊接机,电机马达转子激光焊接机,花洒激光焊接机,不锈钢茶壶激光焊接机,三通管激光焊接机,激光焊接机,刀柄激光焊接机,保温杯激光焊接机,水泵叶轮片激光焊接机,视觉定位激光焊接机,机器人激光焊接机,激光清洗机,激光除锈设备,机械手激光焊接机等等!
立匠激光您身边的焊接熔覆,较值得信赖!欢迎来到武汉立匠激光科技有限公司网站,我公司位于江河纵横、湖港交织,交通发达,文化发达的武汉市。 具体地址是湖北武汉东西湖区公司街道地址,负责人是曾经理。
主要经营激光熔覆机,激光除锈机,激光焊接机,送粉器,激光淬火机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-53897783.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 无锡狭缝片光阑片皮秒激光切割机激光打孔 打标 欢迎来电 常州市光启激光技术供应 一体板生产线 上海散热风扇品牌 欢迎来电 深圳市至强星科技供应 浙江动物无害化处理咨询 浙江纵海自动化设备供应 临沧循环水离心泵排查 欢迎来电 上海双解泵业制造供应 武汉工程洗车机厂家电话 成都志恒川砼科技供应 东莞糖浆灌装机旋盖线 东莞市万兴机械设备供应 汕尾大件垃圾分离设备设计 和谐共赢 东莞市青绿环境科技供应 郫都区上门线切割机床维修改造联系人 诚信互利 成都正川精机机电设备供应 青海哪里有离心机保养 来电咨询 江苏兴科制药设备制造供应 苏州电控旋转分配器直销 溧阳市德瑞农牧机械供应 珠海制药厂生物质燃料现货批发 推荐咨询 佛山坤诚生物质能源供应
关于武汉立匠激光科技有限公司
商铺首页 |
更多产品 |
联系方式
武汉市立匠激光科技有限公司是国内精密激光焊接设备制造商,我们只专注于激光焊接熔覆工艺研发和激光焊接熔覆设备制造销售,致力于为客户提供全面完整的激光焊接熔覆应用解决方案。
立匠激光汇聚了一批具有创新精神和敬业精神的人才,在国内研发激光焊接设备10几年的光电子,精密机械,数控软件等方面的技术人才,立匠激..
- 我要给“锯齿激光淬火加工供应商 不需要炉膛保温和冷却液淬火”留言
- 更多产品