- 产品描述
填充剂主要用和钡(重晶石粉),使管材表面性能好,钡可改善成型性,使管材易定型,两者可降低成本,但用量过多会影响管材性能,压力管和耐腐蚀管好不加或少加填充剂。
产品优势
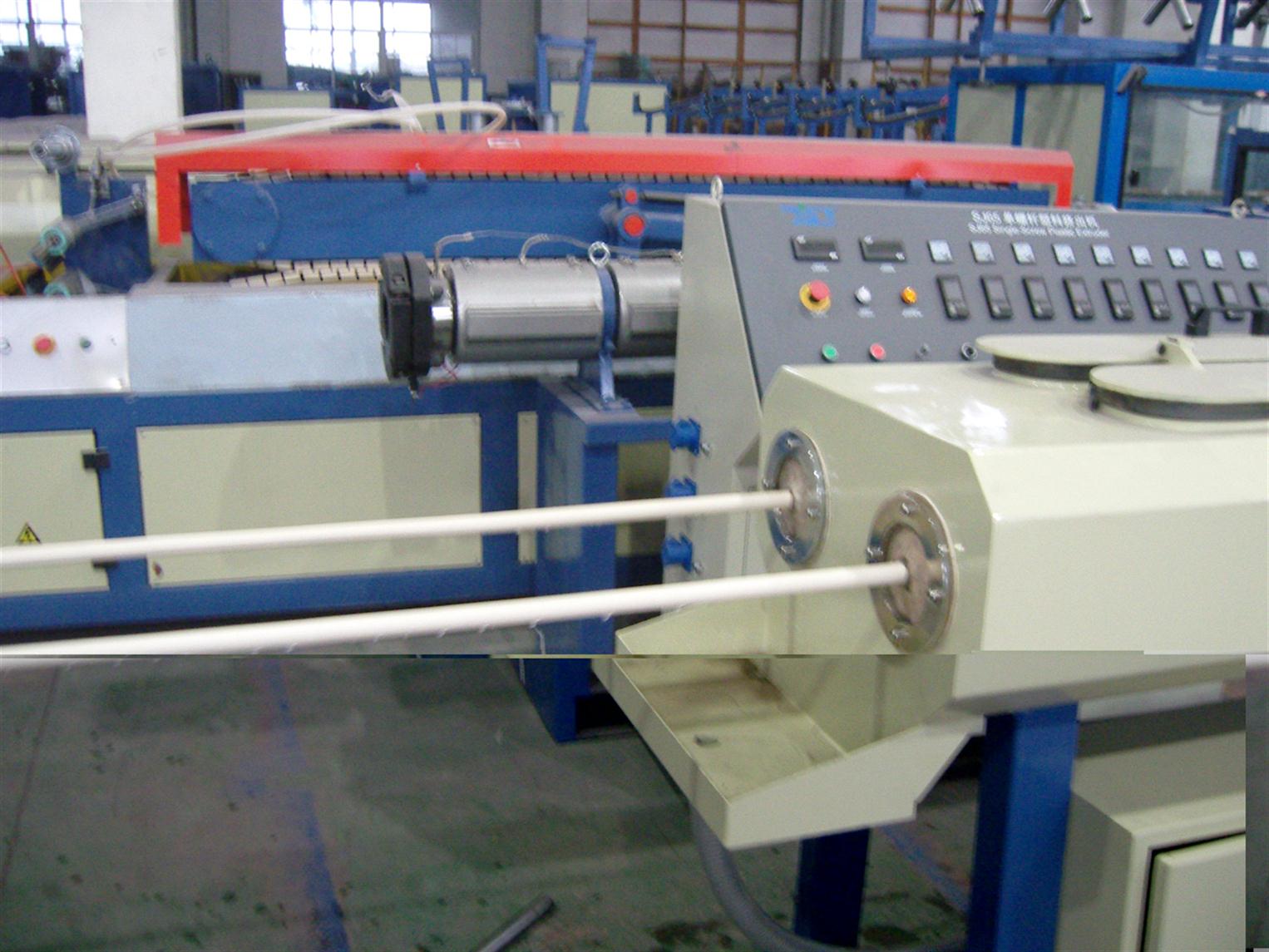
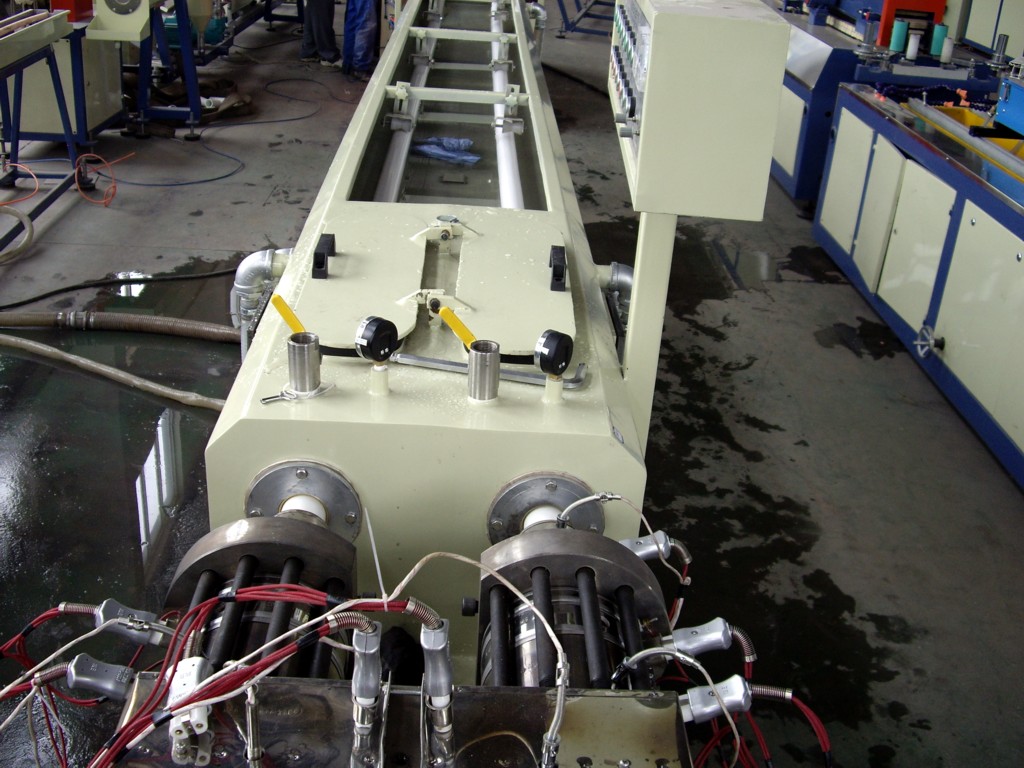
【PVC一出二穿线管生产线】基本说明 PVC管材的工艺流程 配方→高速混合→低速冷拌→锥形双螺杆挤出→真空定径、喷淋冷却→牵引→商标打印→定长切断→扩口或不扩口→检验→包装入库 【PVC一出二穿线管生产线】包装说明 挤出机部分,由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。挤出模头部分。真空定型水箱为一模双腔,用于管材的定型、冷却,真空定型水箱上装有供定型和冷却的真空系统和水循环系统,不锈钢箱体,循环水喷淋冷却,真空定型水箱上装有前后移动装置和左右、高低调节手动装置。牵引机用于连续、自动地将已冷却变硬的管材从机头处引出来,变频调速。 (一)由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。 (二)装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。 (三)在定量加料装置中用户应加磁性体,防止铁性杂物掉入,保护螺杆。 (四)由于螺杆呈锥形状,小端为计量段,横截面积小,轴向力较小,反之大端处空间大,能安装承受较大轴向负荷力的轴承。 (五)设置分配齿轮箱,驱动力矩通过分配齿轮箱均匀地分配给每根螺杆。 (六)机筒加热采用铸铝电加热器,使用寿命长,装拆方便。 (七)机筒冷却采用强力风冷,温度波动小。 (八)采用交流变频调速装置使主电机无级调速,转速稳定,调速方便。 (九)变频器有多种保护措施,以防止机件的损坏。
表面黑纹
产生原因①?原料添加剂分散不均②?原料流动性太差③?机头部位及过滤网温度过高④机头过滤网及分流版等结构不良⑤过滤网未清理干净
?解决方法①改进混合,加强搅拌提高分散性能②?改进原料配方?③适当降低温度④ 检查过滤网及分流版⑤ 清理过滤网
牵引机、切割机特点:自动同步牵引切割机,双管可单独调整、分体切割,可同步控制;整体式牵引切割机设计,结构紧凑、美观,使质量与外观达到**结合。


机械设备及零部件制造、加工、销售;机械设备及零部件、五金交电、金属材料及制品、化工(除危险品)、橡塑制品购销;机械设备的技术开发、技术转让、技术咨询及相关的技术服务;自营和代理各类商品及技术的进出口业务(但国家限定公司经营或禁止进出口的商品及技术除外)。(依法须经批准的项目,经相关部门批准后方可开展经营活动)
欢迎来到张家港君尔机械有限公司网站,我公司位于地形以山区为主,被称之为“万山之州”的克孜勒苏柯尔克孜自治州。 具体地址是新疆克孜勒苏公司街道地址,负责人是卞先生。
主要经营PVC结皮木塑发泡板生产线。
本公司产品处国内良好地位,产业规模属国内*水平,产品*具特色,规格齐全,质量保证体系规范。欢迎来订购,谢谢!
本页链接:http://www.cg160.cn/vgy-53572133.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于张家港君尔机械有限公司
商铺首页 |
更多产品 |
联系方式
机械设备及零部件制造、加工、销售;机械设备及零部件、五金交电、金属材料及制品、化工(除危险品)、橡塑制品购销;机械设备的技术开发、技术转让、技术咨询及相关的技术服务;自营和代理各类商品及技术的进出口业务(但国家限定公司经营或禁止进出口的商品及技术除外)。(依法须经批准的项目,经相关部门批准后方可开..
- 我要给“泉州一出二PVC管材挤出生产线加工 电工套管生产线”留言
- 更多产品