- 产品描述
客户要求修复能够恢复螺杆原始尺寸,表面硬度>HRC55, 螺杆无变形,涂层无孔隙,不能在挤料中脱落。客户曾尝试传统表面修复技术中的热喷涂和堆焊,但修复结果都存在不同程度的缺陷。激光熔覆比该两种典型的传统表面修复技术有明显优势,涂层厚度适合,与的基材冶金结合,涂层致密无孔隙,并且热输入小,无变形。
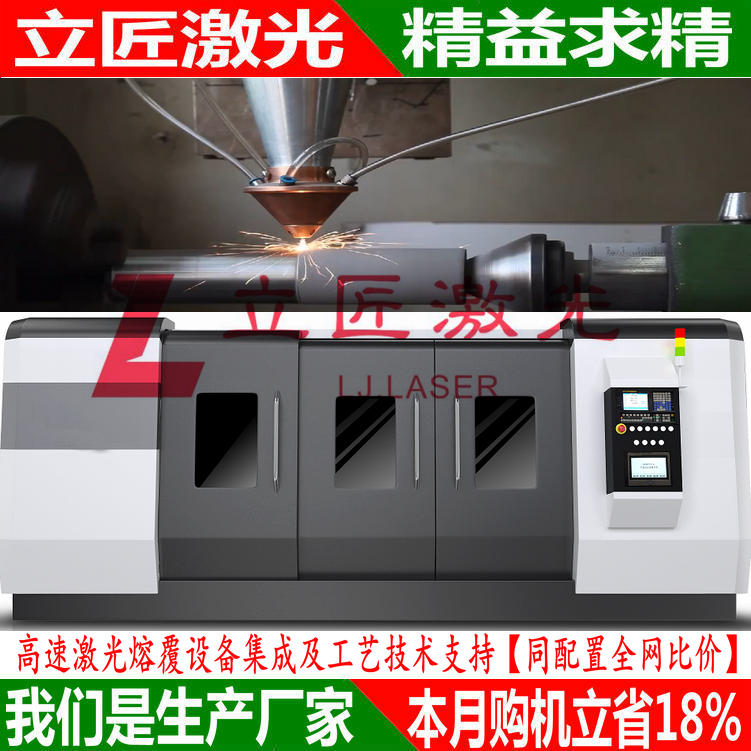
1.激光熔覆机的修复点:
热喷涂修复时,涂层厚度不能太厚,当螺纹磨损严重时,难以恢复尺寸。同时,热喷涂修复涂层与螺杆基材的结合为机械结合,结合强度较低,在恶劣工况下容易出现涂层剥落。另外,热喷涂涂层中有一定孔隙,也将影响螺杆的工作寿命。
堆焊修复时,传统堆焊(手工或等离子堆焊)热输入很大,容易造成螺杆变形,并且基材的热影响区很大,涂层表面硬度难以达到要求。
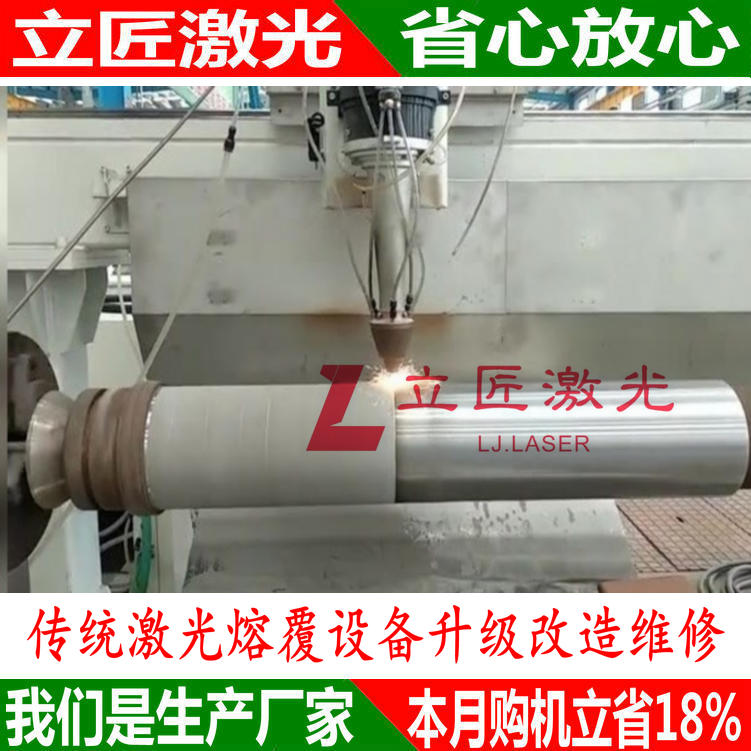
2.激光熔覆机的步骤:
1.清理螺杆磨损待修复表面,打磨光滑
2.螺杆固定在变位机上,编设机器人程序
3.激光功率3kw,线速度15mm/s,按螺纹方向进行熔覆
激光熔覆是指以不同的添料方式在被熔覆基体表面上放置被选择的涂层材料经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度较低,与基体成冶金结合的表面涂层,显着改善基层表面的耐磨、耐蚀、耐热、抗氧化及电气特性的工艺方法,从而达到表面改性或修复的目的,既满足了对材料表面特定性能的要求,又节约了大量的贵重元素。
与堆焊、喷涂、电镀和气相沉积相比,激光熔覆具有稀释度小、组织致密、涂层与基体结合好、适合熔覆材料多、粒度及含量变化大等特点,因此激光熔覆技术应用前景十分广阔。
激光熔覆与激光合金化的异同
激光熔覆与激光合金化都是利用高能密度的激光束所产生的快速熔凝过程,在基材表面形成于基体相互融合的、具有完全不同成分与性能的合金覆层。两者工艺过程相似,但却有本质上的区别,主要区别如下:
(1)激光熔覆过程中的覆层材料完全融化,而基体熔化层较薄,因而对熔覆层的成分影响较小,而激光合金化则是在基材的表面熔融复层内加入合金元素,目的是形成以基材为基的新的合金层。
(2)激光熔覆实质上不是把基体表面层熔融金属作为溶剂,而是将另行配置的合金粉末融化,使其成为熔覆层的主题合金,同时基体合金也有一薄层融化,与之形成冶金结合。激光熔覆技术制备新材料是较端条件下失效零部件的修复与再制造、金属零部件直接制造的重要基础,收到**科学界和企业的高度重视。
激光熔覆具有以下特点:
(1)冷却速度快(高达106K/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等。
(2)涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或界面扩散结合,通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控;
(3)热输入和畸变较小,尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内。
(4)粉末选择几乎没有任何限制,特别是在低熔属表面熔敷高熔点合金;
(5)熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2~2.0mm,
(6)能进行选区熔敷,材料消耗少,具有的性能价格比;
(7)光束瞄准可以使难以接近的区域熔敷;
(8)工艺过程易于实现自动化。
很适合油田常见易损件的磨损修复。


武汉市立匠激光科技有限公司是国内精密激光焊接设备制造商,我们只专注于激光焊接熔覆工艺研发和激光焊接熔覆设备制造销售,致力于为客户提供全面完整的激光焊接熔覆应用解决方案。
立匠激光汇聚了一批具有创新精神和敬业精神的人才,在国内研发激光焊接设备10几年的光电子,精密机械,数控软件等方面的技术人才,立匠激光始终坚持“质量和服务是企业的生命线”的原则,为客户持续性创造。我公司引进了多种检测设备,通过严格检验,安装调试,完整的生产质量管理体系保证了公司产品钢铁般的品质,经过多年的努力,立匠激光专注激光焊接熔覆设备的研发和相关应用领域,并可以产品为客户提供非标自动化激光焊接熔覆设备的量身定做。
武汉市立匠激光科技有限公司本着“品质、创新、 、服务”的经营理念,立志成为国内外激光加工设备的主流供应商,为国内外广大用户提供的产品和的服务。目前公司的主要产品包括:激光熔覆机,高速激光熔覆机,机器人激光熔覆机,手持式激光焊接机,全自动激光焊接机,大功率激光焊接机,手机外壳激光焊接机,电机马达转子激光焊接机,花洒激光焊接机,不锈钢茶壶激光焊接机,三通管激光焊接机,激光焊接机,刀柄激光焊接机,保温杯激光焊接机,水泵叶轮片激光焊接机,视觉定位激光焊接机,机器人激光焊接机,激光清洗机,激光除锈设备,机械手激光焊接机等等!
立匠激光您身边的焊接熔覆,较值得信赖!欢迎来到武汉立匠激光科技有限公司网站,我公司位于江河纵横、湖港交织,交通发达,文化发达的武汉市。 具体地址是湖北武汉东西湖区公司街道地址,负责人是曾经理。
主要经营激光熔覆机,激光除锈机,激光焊接机,送粉器,激光淬火机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-52663287.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 隧道烘箱 非标定制 台州悬挂式回火隧道炉 先树人品 · 智能装配线设备 农用机械流水线 涂装设备 成都卷帘式伸缩防护罩型号 定制解决方案 烘烤机 非标定制 南通红外线隧道炉 山西全自动矿浆取样机 浦东新区国产立式加工哪个好 服务为先 玉兆供 深圳NXT移载机制造商 按需定制 深圳市琦琦自动化设备供应 稻谷烘干机 处理量大 价格实惠 直接作用减压阀YZ11X厂_泵浦控制阀_阀门厂家-大促中 闵行区耐用立式加工厂家直销 诚信服务 玉兆供 上海肉泥馅料泵生产公司 欢迎来电 上海莱敦机械设备供应 流量控制阀 GL400X直供_多功能控制阀_阀门型号丰富
- 相关文章
- 成都轴承位激光熔覆设备立匠激光 LJ-RF-6000W 增材郑州激光熔覆设备 立匠 增材广州轧辊激光熔覆设备立匠激光 LJ-RF-6000W 增材增材 LJ-RF-6000W 长治球阀激光熔覆设备增材 立匠 乌兰察布阀门激光熔覆设备增材 LJ-RF-6000W 南宁煤机激光熔覆设备增材 LJ-RF-6000W 沈阳金属增材激光熔覆设备立匠激光增材 立匠 通辽轴承位激光熔覆设备立匠激光增材 LJ-RF-6000W 绍兴阀门激光熔覆设备立匠激光赤峰轴承位激光熔覆设备 LJ-RF-6000W 增材湖南金属增材激光熔覆设备立匠激光 立匠 增材株洲轧辊激光熔覆设备立匠激光 LJ-RF-6000W 增材
关于武汉立匠激光科技有限公司
商铺首页 |
更多产品 |
联系方式
武汉市立匠激光科技有限公司是国内精密激光焊接设备制造商,我们只专注于激光焊接熔覆工艺研发和激光焊接熔覆设备制造销售,致力于为客户提供全面完整的激光焊接熔覆应用解决方案。
立匠激光汇聚了一批具有创新精神和敬业精神的人才,在国内研发激光焊接设备10几年的光电子,精密机械,数控软件等方面的技术人才,立匠激..
- 我要给“液压支柱立柱激光熔覆机 体积小”留言
- 更多产品