
- 产品描述
与传统的氧乙炔、等离子等切割工艺相比,激光切割速度快、切缝窄、热影响区小、切缝边缘垂直度好、切边光滑,同时可激光切割的材料种类多,包括碳钢、不锈钢、合金钢、木材、塑料、橡胶、布、石英、陶瓷、玻璃、复合材料等。随着市场经济的飞速发展和科学技术的日新月异,激光切割技术已广泛应用于汽车、机械、电力、五金以及电器等领域。
近年来,激光切割技术正以**的速度发展,每年都以15%~20%的速度增长。我国自1985年以来,较是以每年近25%的速度增长。当前,我国激光切割技术的整体水平与**国家相比还存在着不小的差距,因此,在国内市场激光切割技术具有广阔的发展前景和巨大的应用空间 。
激光切割技术有两种: 一种是脉冲激光适用于金属材料。*二种是连续激光适用于非金属材料,后者是激光切割技术的重要应用领域。
激光切割机的几项关键技术是光、机、电一体化的综合技术。在激光切割机中激光束的参数、机器与数控系统的性能和精度都直接影响激光切割的效率和质量。
激光切割的优点之一是光束的能量密度高,一般10W/cm2。由于能量密度与面积成反比,所以焦点光斑直径尽可能的小,以便产生一窄的切缝;同时焦点光斑直径还和透镜的焦深成正比。聚焦透镜焦深越小,焦点光斑直径就越小。但切割有飞溅,透镜离工件太近容易将透镜损坏,因此一般大功率CO2激光切割机工业应用中广泛采用5〃~7.5〃〞(127~190mm)的焦距。实际焦点光斑直径在0.1~0.4mm之间。对于高质量的切割,有效焦深还和透镜直径及被切材料有关。
激光切割机系统一般由激光发生器、(外)光束传输组件、工作台(机床)、微机数控柜、冷却器和计算机(硬件和软件)等部分组成。
那么,激光切割加工时怎么才能做到高精度呢
一是焦点位置控制技术。聚焦透镜焦深越小,焦点光斑直径就越小,因此控制焦点相对于被切材料表面的位置十分重要。
二是切割穿孔技术。任何一种热切割技术,除少数情况可以从板边缘开始外,
一般都必须在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。
三是嘴设计及气流控制技术。激光切割钢材时,氧气和聚焦的激光束是通过喷嘴射到被切材料处,从而形成一个气流束。对气流的基本要求是进入切口的气流量要大,速度要高,以便足够的氧化使切口材料充分进行放热反应;同时又有足够的动量将熔融材料喷射吹出。
激光切割刺,皱折、精度高,**等离子切割。对许多机电制造行业来说,由于微机程序的现代化激光切割系统能方便切割不同形状与尺寸的工件(工件图纸也可修改),它往往比冲切、模压工艺较被**选用;尽管它加工速度慢于模冲,但它没有模具消耗,*修理模具,还节约更换模具时间,从而节省加工费用,降低产品成本,所以从总体上讲在经济上较为合算。这也正是其受到欢迎的原因。
激光切割机是将从激光器**出的激光,经光路系统,聚焦成高功率密度的激光束。激光束照射到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将熔化或气化金属吹走。
随着光束与工件相对位置的移动,终使材料形成切缝,从而达到切割的目的。
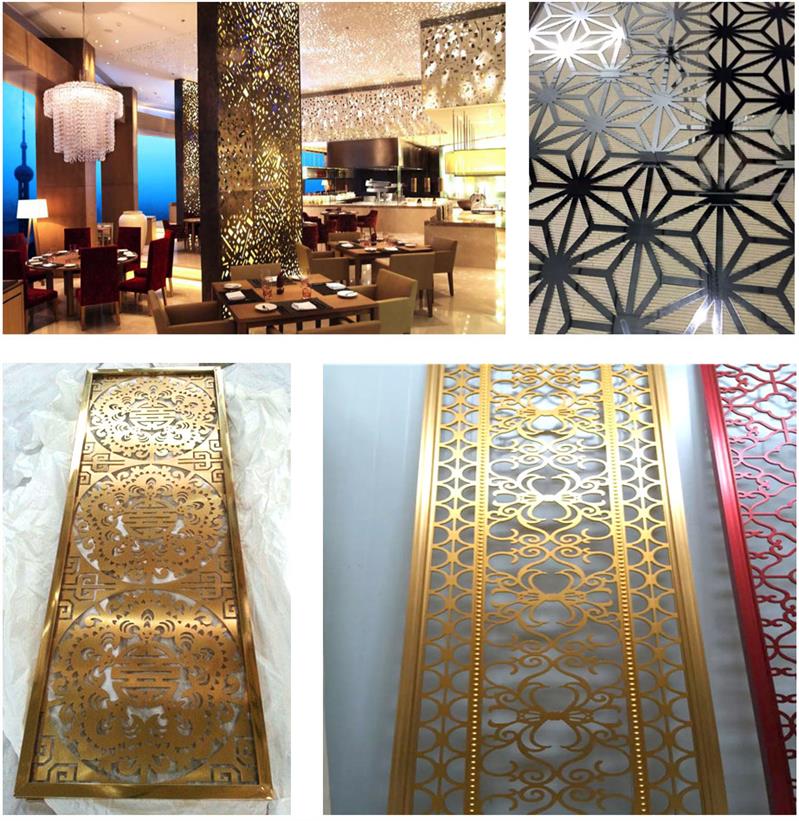
激光切割加工是用不可见的光束代替了传统的机械刀,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点,将逐渐改进或取代于传统的金属切割工艺设备。
激光切割机激光刀头的机械部分与工件无接触,在工作中不会对工件表面造成划伤;激光切割速度快,切口光滑平整,一般*后续加工;切割热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);切口没**械应力,无剪切毛刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,*开模具,经济省时。


无锡徐扬金属材料有限公司专业从事激光切割加工,公司技术团队致力于机械,激光切割行业20多年,有着丰富的经验和技术,力争为客户提供较优质的质量,外观和服务。 公司使用生产设备:德国通060大型激光机,3000T大型冲花机,6米,4米剪折机,6米开槽机等各种**数控机加工生产设备。公司始终坚持"质量好的,价格合理,交货快捷"的服务原则立场,竭诚与广大客户谋求共同的发展和进步。欢迎来电,来图,来厂询价洽谈。
欢迎来到无锡徐扬金属材料有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡锡山区公司街道地址,负责人是徐经理。
主要经营钣金制造。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-52376325.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于无锡徐扬金属材料有限公司
商铺首页 |
更多产品 |
联系方式
无锡徐扬金属材料有限公司专业从事激光切割加工,公司技术团队致力于机械,激光切割行业20多年,有着丰富的经验和技术,力争为客户提供较优质的质量,外观和服务。 公司使用生产设备:德国通060大型激光机,3000T大型冲花机,6米,4米剪折机,6米开槽机等各种**数控机加工生产设备。公司始终坚持"质量好的,价格合理,交货..
- 我要给“激光机切割0.6钢板参数”留言
- 更多产品

















