- 产品描述
激光加工中的激光打标,其是否可以进行打黑加工?以及,激光熔覆加工,需要哪些材料,才能来进行?
激光加工中的激光打标,其是可以进行打黑加工的,不过,还要看具体是在什么材质上进行,如果是不锈钢和氧化铝,那么,是可以进行这项操作的。而激光熔覆加工,其所需要的材料,是有金属或非金属粉末,以及惰性气体等这些。此外,还有可能,会用到预置胶这一个。
激光加工中使用到的激光镜片,怎样来进行保护?
激光加工中,激光镜片,其是肯定会使用到的,所以,是要进行保护,或采取一些保护措施,来其使用寿命。而在具体措施上,主要的,是为:
保证所用的气体,是为纯净的,而且,其在压力上,也要符合标准或规定要求。如果是压缩空气的话,还应保证其质量。此外,在光路上,要保证其没有偏移,以及,镜片没有损坏。在加工顺序上,应是合理和正确的。
激光加工中的激光淬火设备,其主要的,是为哪些设备?
激光加工中,对激光淬火,其所用的设备,主要是为横流二氧化碳激光器这一个,即为横流CO2激光器。其的原理,是将工作气体沿着与光轴垂直的方向,来快速流过放电区,以便维持较低的气体温度,以及较高功率的输出,从而,来进行工作的。并且,在光束模式上,是为多模输出。
激光切割技术有两种: 一种是脉冲激光适用于金属材料。*二种是连续激光适用于非金属材料,后者是激光切割技术的重要应用领域。
激光切割机的几项关键技术是光、机、电一体化的综合技术。在激光切割机中激光束的参数、机器与数控系统的性能和精度都直接影响激光切割的效率和质量。
激光切割的优点之一是光束的能量密度高,一般10W/cm2。由于能量密度与面积成反比,所以焦点光斑直径尽可能的小,以便产生一窄的切缝;同时焦点光斑直径还和透镜的焦深成正比。聚焦透镜焦深越小,焦点光斑直径就越小。但切割有飞溅,透镜离工件太近容易将透镜损坏,因此一般大功率CO2激光切割机工业应用中广泛采用5〃~7.5〃〞(127~190mm)的焦距。实际焦点光斑直径在0.1~0.4mm之间。对于高质量的切割,有效焦深还和透镜直径及被切材料有关。
激光切割机系统一般由激光发生器、(外)光束传输组件、工作台(机床)、微机数控柜、冷却器和计算机(硬件和软件)等部分组成。
操作激光切割机的注意事项有以下几点:
1.遵守一般切割机安全操作规程。严格按照激光器启动程序启动激光器,调光,试机。
2.操作者须经过培训,熟悉切割软件,设备结构、性能,掌握操作系统有关知识。
3.按规定穿戴好劳动防护用品,在激光束附近必须佩带符合规定的防护眼镜。
4.在未弄清某一材料是否能用激光照射或切割前,不要对其加工,以免产生烟雾和蒸气的潜在危险。
5.设备开动时操作人员不得擅自离开岗位或托人待管,如的确需要离开时应停机或切断电源开关。
6.在加工过程中发现异常时,应立即停机,及时排除故障或上报主管人员。
7.要将*放在随手可及的地方;不加工时要关掉激光器或光闸;不要在未加防护的激光束附近放置纸张、布或其他易燃物。
加工精度的几个重要因素:
激光束通过聚焦后的光斑的大小:激光束聚集后的光斑越小,激光切割加工精度越高,特别是切缝较小,小的光斑可达0.01mm。
工作台的走位精度决定着激光切割加工的重复精度,工作台精度越高,切割的精度越高。
工件厚度越大,精度越低,切缝越大。由于激光光束为锥形,切缝也是锥形,厚度0.3MM的材料比2MM的切缝小的多。
工件材质对激光切割精度有一定影响。同样情况下,等离子切割机不同材质的切割精度也稍有不同,即使是同一材质,如果材料的成分不同,切割的精度也会有差异。
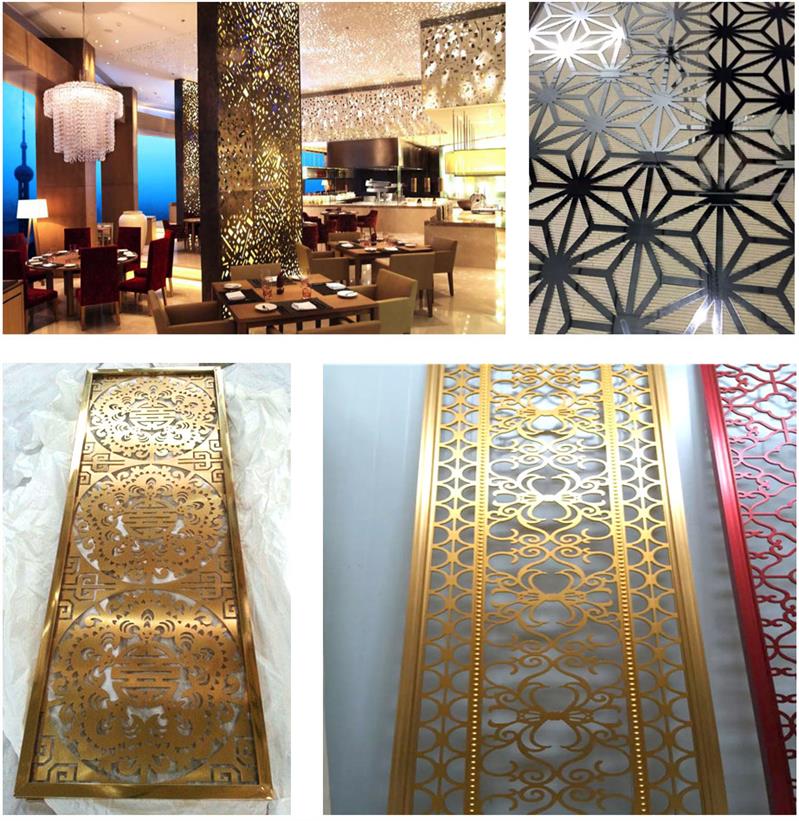

无锡徐扬金属材料有限公司专业从事激光切割加工,公司技术团队致力于机械,激光切割行业20多年,有着丰富的经验和技术,力争为客户提供较优质的质量,外观和服务。 公司使用生产设备:德国通060大型激光机,3000T大型冲花机,6米,4米剪折机,6米开槽机等各种**数控机加工生产设备。公司始终坚持"质量好的,价格合理,交货快捷"的服务原则立场,竭诚与广大客户谋求共同的发展和进步。欢迎来电,来图,来厂询价洽谈。
欢迎来到无锡徐扬金属材料有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡锡山区公司街道地址,负责人是徐经理。
主要经营钣金制造。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-52376317.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 陕西SM102印刷机XL106 杭州福器印刷设备供应 宜宾潜水泵厂家 欢迎咨询 上海双解泵业制造供应 江苏造船行业缩管机怎么卖 和谐共赢 张家港市财泰机械供应 广东特种离子交换膜公司 上海三及新材料科技供应 江夏区购买固定旋转式吹灰器维修 欢迎咨询 武汉戴蒙德环保供应 推广爱尔法锡膏代理商 上海炽鹏新材料科技供应 浙江非标零件CNC加工 来电咨询 深圳裕元精密五金机械供应 上海铝包钢绞线预绞式悬垂线夹 推荐咨询 上海神勇机械供应 CNC钻工中心机怎么样 欢迎咨询 中贸精密机械供应 汉南区使用阀门生产厂家 诚信服务 武汉戴蒙德环保供应 高精度磨床定制 南通众德机械供应 上海绝缘导线1kv预绞式全张力接续条 欢迎来电 上海神勇机械供应
关于无锡徐扬金属材料有限公司
商铺首页 |
更多产品 |
联系方式
无锡徐扬金属材料有限公司专业从事激光切割加工,公司技术团队致力于机械,激光切割行业20多年,有着丰富的经验和技术,力争为客户提供较优质的质量,外观和服务。 公司使用生产设备:德国通060大型激光机,3000T大型冲花机,6米,4米剪折机,6米开槽机等各种**数控机加工生产设备。公司始终坚持"质量好的,价格合理,交货..
- 我要给“漯河钢板激光切割加工价格”留言
- 更多产品