- 产品描述
走心机在1700年代就出现了,早期的走心机,被业内人士称为“小摆车”,现代化的走心机在加工效率和加工精度上比传统车床有了质的飞跃,采用双轴排布刀具,较大地减少了加工循环时间,通过缩短排刀与对向刀具台的刀具交换时间的方法,实现多重刀具台重叠和螺纹切屑有效轴移动重叠功能,螺纹切屑有效轴移动重叠功能,二次加工时的直接主轴分度功能,有效实现空走时间的缩短。那现代化的走心机与传统的传统车床有何区别呢?
1、现代的走心机可以实现一次装卡完成全部或者大部分加工工序,从而大大缩短产品制造工艺链。这样一方面减少了由于装卡改变导致的生产辅助时间,同时也减少了工装卡具制造周期和等待时间,能够显着提高生产效率;
2、制造工艺链的缩短和产品所需设备的减少,以及工装夹具数量、车间占地面积和设备维护费用的减少,能够有效降低总体固定资产的投资、生产运作和管理的成本;
3、装卡次数的减少避免了由于定位基准转化而导致的误差积累。
同时,现代化的走心机车铣复合加工设备大都具有在线检测的功能,可以实现制造过程关键数据的在位检测和精度控制,从而提高产品的加工精度。传统的走刀车床体积小,重量轻,价格低廉而被钟表行业企业及独立钟表师所青睐。到目前为止,在一些特殊行业还经常见到。
数控车床坐标系的原点称为机床零点。机床零点是机床上的一个固**,由生产厂家事先确定。机床零点M是机床坐标系的零点以及其他坐标系,如工件坐标系、编程坐标系和机床内的参考点(或基准点) 的出发点。数控车床的机床坐标系的原点O一般位于卡盘端面,或离卡爪端面一定距离处,或机床参考点。
一、机床参考点:是由机床制造厂家人为定义的点,机床参考点( R) 与机床零点( M) 之间的坐标位置关系是固定的并被存放在数控系统的相应机床数据中,一般是不允许改变的。仅在特殊情况下可通过变动机床参考点( R) 的限位开关位置来变动其位置; 但同时要须能准确测量出机床参考点( R) 相对机床零点( M) 的几何尺寸距离并存入数控系统的相应机床数据中,才能保证原设计的机床坐标系统不被破坏。控制系统启动后,所有的轴都要回一次参考点,以便校正行程测量系统。多数机床都可以自动返回参考点,如因断电使控制系统失去现有坐标值, 则可返回参考点,并重新获得准确的位置值。
二、工件零点:由操作者或编程者在编制零件程序时, 以工件上某一固**为零点建立的坐标系, 称为工件坐标系(或编程坐标系) 。此工件坐标系的零点称为工件零点(或编程零点) W。选择工件零点的原则是:让工件图中的尺寸容易换算成坐标值, 尽量直接用图样尺寸作为坐标值。测量系统能方便地检查, 装夹、调整、容易定向、定位。数控车床工件零点在成品件轮廓右侧边缘或左侧边缘的主轴轴线上。铣床工件零点选工件的一个外角,工件零点选定后(往往是相对于参考点的距离),在起动机床时输入到数控装置中去。
数控车床的进给传动系统常用伺服进给系统来工作。伺服进给系统的作用是根据数控系统传来的指令消息,进行放大以后控制执行部件的运动,不仅控制进给运动的速度,而且还要精确控制刀具相对于工件的移动位置和轨迹。一个典型的数控车床闭环控制的进给系统,通常由位置比较,放大部件,驱动单元,机械进给传动机构和检测反馈元件等几部分组成。其中,数控车床的机械进给传动机构是指将伺服电动机的旋转运动变为工作台或刀架直线进给运动的整个机械传动链,主要包括减速装置,丝杆螺母副,导向部件及其支承件等。
为确保数控车床进给系统的传动精度,系统的稳定性和动态响应特性,对进给机构提出了无间隙,低摩擦,低惯量,高刚度,高谐振率以及有适宜阻尼比等要求。为达到这些要求,主要采取如下措施:尽量采用低摩擦的传动,如采用静压导轨,滚动导轨和滚珠丝杆等,以减少摩擦力。采用传动比,以提高机床分辨率,使工作台尽可能大地加速,以达到跟踪指令,使系统折算到驱动轴上的传动惯量尽量小。缩短传动链以及用预紧的办法提高传动系统的刚度,如采用电动机直接驱动丝杆,应有预加负载的滚动导轨和滚动丝杆副,丝杆支承设计成两端向固定的,并可用预拉伸的结构等办法来提高传动系统的刚度。
数控车床进给机构是伺服系统中的一个重要环节,除了具有较高的定位精度之外,还应具有良好的动态响应特性,系统跟踪指令信号的响应要快,稳定性要好。尽量消除传动间隙,减少反向死区误差,如采用消除间隙的联轴器,采用有消除间隙措施的传动副等。


广东得利智能装备有限公司的经营范围是:研发、生产、加工、销售:机械铸件、数控机床及附件知、自动化设备、智能装备、模具及配件、冲压设备、钣金、金属制品、五金配件、铸造材料;货物进出口贸易。(依法须经批准的项目,经相关部门批准后方可开展经营活道动)。本省范围内,当前企业的注册资本属于一般。
欢迎来到广东得利智能装备有限公司网站,我公司位于素有“岭南名郡”、“粤东门户”、“半城山色半城湖”之誉的惠州市。 具体地址是广东惠州博罗县公司街道地址,负责人是黄建雄。
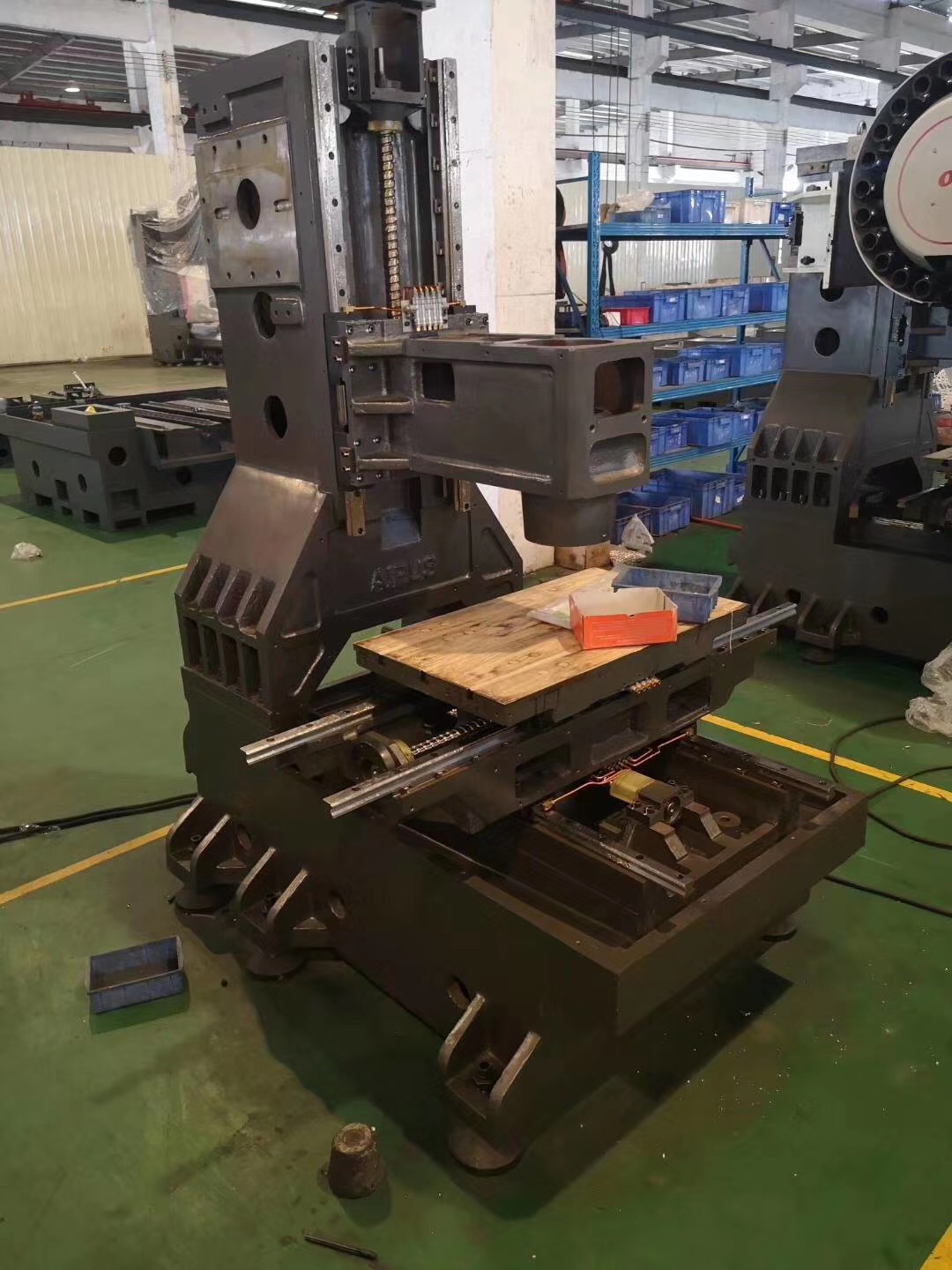
主要经营机床加工中心。
本公司以高品质的工艺生产,有质量保证的前提下,赢得广大用户的信赖与支持。主营机床 机床加工中心 立式机床加工中心 ,所有产品皆能享受质量保证,价格优惠,发货及时,规格齐全,非标定做。公司产品面向全国批发销售,货到验收付款,诚信有保证!
本页链接:http://www.cg160.cn/vgy-52257061.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于广东得利智能装备有限公司
商铺首页 |
更多产品 |
联系方式
广东得利智能装备有限公司的经营范围是:研发、生产、加工、销售:机械铸件、数控机床及附件知、自动化设备、智能装备、模具及配件、冲压设备、钣金、金属制品、五金配件、铸造材料;货物进出口贸易。(依法须经批准的项目,经相关部门批准后方可开展经营活道动)。本省范围内,当前企业的注册资本属于一般。
- 我要给“广州小型立式加工中心厂家直销”留言
- 更多产品