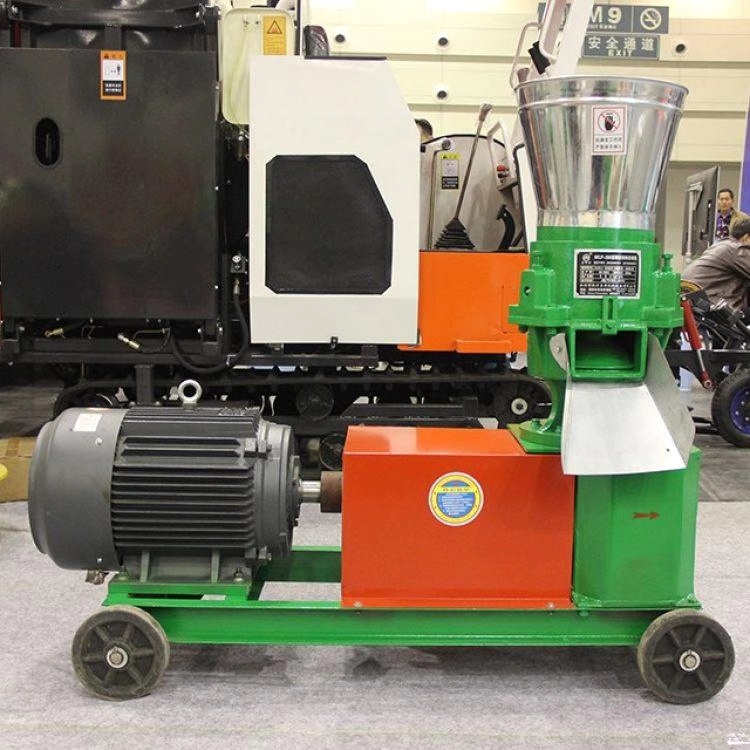
- 产品描述
生物质颗粒机不像简单的秸秆粉碎机一样,随便安装就能达到粉碎加工的作业,颗粒机在安装的时候切记一定要根据厂家提供的说明书进行操作,稍有不对,对后期的加工作业有很多不便,详细的安装步骤如下:
1、安装使用过的环模,必须检查环模宽度方向的磨损情况,必要时反过来使用;
2、安装生物质颗粒机之前,颗粒机的内部支撑表面必须仔细清洗并涂上薄薄的一层二硫化钼膏;
3、将销轴装于环模座上,然后将环模的销孔对准销轴用锤将环模敲入(使用钢锤时,在钢锤和环模之间必须有垫木);
4、安装8个高强度螺栓(13)和垫片,并逐步将螺钉拧紧,高强度螺栓(13)必须拧紧到规定的扭矩,扭矩为40公斤力米;
生物质颗粒生产线排除故障的方法
物质颗粒生产线在粉碎过程整刀片的磨碎是避免不了的,粉碎部件中,粉碎齿爪及锤片是木屑粉碎机中的易损件,也是影响粉碎质量及生产率的主要部件,粉碎齿爪及锤片磨损后都应及时更换。齿爪式粉碎机更换齿爪时,应先将圆盘拉出。
拉出前,先要开圆盘背面的圆螺母锁片,用钩形扳手拧下圆螺母,再用拉子将圆盘拉出。为保证转子运转平衡,换齿时应注意成套更换,换后应做静平衡试验,以使粉碎机工作稳定。齿爪装配时一定要将螺母拧紧,并注意不要漏装弹簧垫圈。换齿时应选用合格件,单个齿爪的重量差应不大于1.0- 1.5克。
在我们使用饲料颗粒机的时候,有时也会出现一些小故障,今天我们来对饲料颗粒机的故障做一些简要的分析,同时也告诉大家一些排除故障的方法。产量过低故障原因:平模初次使用模孔光洁度差;物料含水率过高或过低;压辊与平模间隙过大;压辊或平模磨扣严重; 三角带打滑或老化。
排除方法:用含油料研磨润滑,工作一段时间产量即提高;调节物料含水率;调整压紧螺栓;张紧或更换三角颗粒中含粉过多故障原因:含水率低;2 . 平模过度磨损、厚度过小。排除方法:提高含水率;更换新平模。
生物质颗粒机的磨具压缩比是根据原料来决定的
生物质颗粒机模具的有效厚度对于原料成型至关重要,模具过厚,原料成型时间较长,颗粒的密度相对较大,挤压难度较高;模具偏薄容易断裂,颗粒的密度相对较小,挤压温度低,产量较高但成型率较低或者是成型较差。
粗糙度也是衡量环模质量的重要指标。在同样的压缩比下,粗糙度值越大,木屑颗粒挤出阻力越大,出料越困难,过大的粗糙度也影响颗粒表面的质量。合适的粗糙度值为应在0.8~16之间。
生物质颗粒机的磨具压缩比是根据原料来决定的,那么我们来举几个简单的木材。杨木的压缩比是1:6,松本的压缩比是1:7,硬杂木的压缩比是1:5,碎刨花的压缩比是1:5 5,玉米秸秆的压缩比是1:6.5,从这几个简单的数字来看,不同的原料的压缩比是不同的,原料越硬压缩比越小,原料越蓬松压缩比越大,也就是说原料越蓬松越容易压制成型,越蓬松的原料含纤维多,含纤维多的物料容易成型,那么咱们再来说说杨木的压缩比1:6。
生物质颗粒机产量过低的原因以及处理办法
生物质颗粒机产量过低的原因以及处理办法
1、可能是生物质颗粒机模具压缩比、模具压轮间隙不当造成的产量过低。生物质颗粒机模具是根据压制颗粒的原材料成分和水分来确定的压缩比。处理方法是经过试验,选择合适的生物质颗粒机模具压缩比,调整生物质颗粒机模具压轮的间隙。
2、可能是原材料的水分不当造成的生物质颗粒机产量过低。处理方法是调整原材料的含水率。压制生物质颗粒要求的木屑锯末等原料的含水率在10-15%左右。过高过低都会使产量下降。
3、可能是生物质颗粒机模具没有研磨或者研磨不合适造成的生物质颗粒机产量过低。生物质颗粒机的新模具内孔因为热处理可能会有毛刺,影响产量。处理方法是根据生物质颗粒机原始生产厂家提供的配方,用机油,沙子,木屑的混合料反复挤压。
4、可能是生物质颗粒机的磨损维护不及时造成的产量过低。生物质颗粒机使用时间长了模具跟压辊就会产生磨损,这是不可避免的。做好机器保养,及时更换维护。



新郑市勇丰机械设备有限公司是一家集设计、制造、安装为一体的大型综合农业机械制造企业。主要生产各种颗粒机、生物质颗粒机、粉碎机、揉草机、搅拌机、提升机。 因其制造工艺简便、成本低,环保收效快,赢得了社会的**和用户的广泛赞誉。 我公司始终遵循“用户至上,诚信经营,利益共享,共同发展”的营销策略:质量是生命, 用户是上帝,服务是根本的经营原则,锐意进取,不断创新。愿与各界朋友。有志之士结亲密伙伴,真诚合作。共展宏图。
欢迎来到新郑市勇丰机械设备有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州新郑市公司街道地址,负责人是刘经理。
主要经营颗粒机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-52091264.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于新郑市勇丰机械设备有限公司
商铺首页 |
更多产品 |
联系方式
新郑市勇丰机械设备有限公司是一家集设计、制造、安装为一体的大型综合农业机械制造企业。主要生产各种颗粒机、生物质颗粒机、粉碎机、揉草机、搅拌机、提升机。 因其制造工艺简便、成本低,环保收效快,赢得了社会的**和用户的广泛赞誉。 我公司始终遵循“用户至上,诚信经营,利益共享,共同发展”的营销策略:质量是生..
- 我要给“无锡生物质颗粒机厂家”留言
- 更多产品