
- 产品描述
立式铣床主轴修复
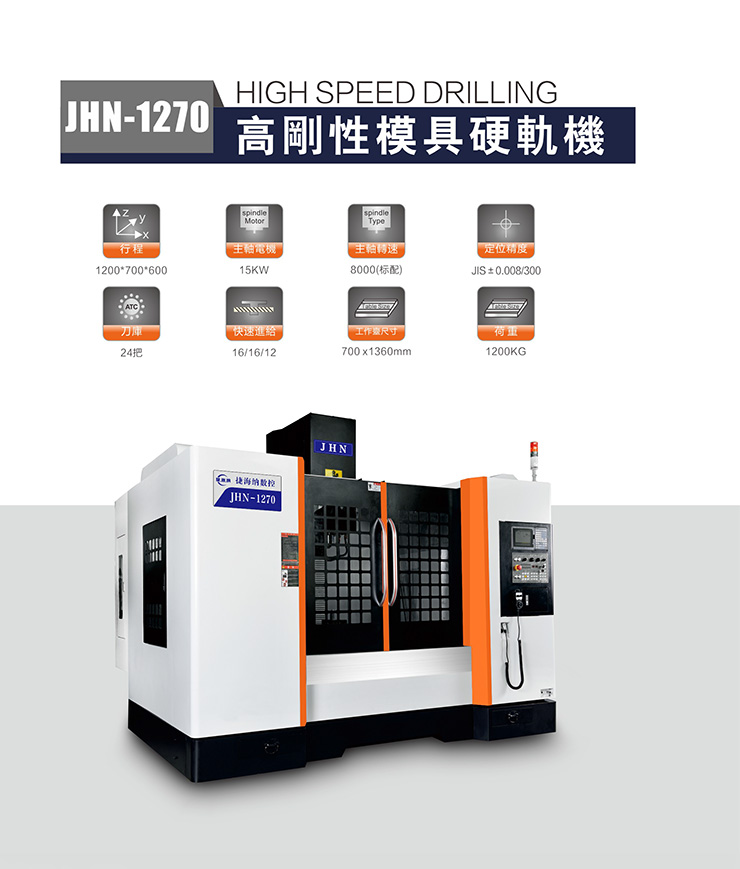
立式铣床 立铣头的易损件主要有主轴、主轴套和轴套本体孔。这些部件一般可以继续使用后,一些维修没有严重磨损。 X5032 立式铣床 铣头主轴结构与 X6132 卧式铣床主轴结构基本相同。
立式铣床立铣头的易损件主要有主轴、主轴套和轴套本体孔。这些部件一般可以继续使用后,一些维修没有严重磨损。X5032立式铣床铣头主轴结构与X6132卧式铣床主轴结构基本相同。修复方法可参考。圆柱孔的磨损会使孔的圆度和圆柱误差增大,表面粗糙度恶化。由于在正常使用情况下,不会产生严重的磨损,一般只需通过磨削进行修复即可恢复精度。然而,在修理之前,还需要制作一套单独的研磨棒,以便研磨时使用。当套管磨损小,体孔修补小时,可在套管修补后继续使用。修复的目的是补偿外径的磨损,使套筒与阀体孔之间的间隙达到要求。套筒的修复一般采用镀铁修复工艺,或更换新套筒。
1. 主轴修复:XA5032立式升降铣床铣头主轴结构与XA6132卧式铣床铣头基本相同。修复方法可参考。
2. 圆柱孔的修复:圆柱孔的磨损会导致孔的圆度和圆柱误差增加,表面粗糙度恶化。由于在正常使用情况下,不会产生严重的磨损,一般只需通过磨削进行修复即可恢复精度。然而,在修理之前,还需要制作一套单独的研磨棒,以便研磨时使用。
3.袖补:当袖未磨损,体孔已补好时,袖补好后可继续使用。修复的目的是补偿外径的磨损,使套筒与阀体孔之间的间隙达到要求。套筒的修复一般采用镀铁修复工艺,或更换新套筒。
数控加工中心线轨与硬轨的区别
数控加工中心 所谓的硬轨就是指硬轨,而直线轨就是直线轨。硬轨是指导轨和床身是铸造零件之一,然后在铸造导轨的基础上加工而成。也就是说,导轨的形状铸在床身上,然后经过导
数控加工中心所谓的硬轨就是指硬轨,而直线轨就是直线轨。硬轨是指导轨和床身是铸造零件之一,然后在铸造导轨的基础上加工而成。也就是说,导轨的形状铸在床身上,然后经过导轨的淬火和磨削加工,也有床身和导轨不一定是一体的,如钢导轨,加工后钉在床身上。直线导轨通常是指滚轨,通常用于机床工业中使用的线性模组中。我们通常将这些组件称为“线性rails”。直线导轨本身分为滑轨和滑块两部分。滑块内部有滚珠或滚轮循环,滑块长度可定制。两者的主要区别在于硬导轨能承受较大的切削力,主要用于1.3米以上的机床。这类机床主要用于模具加工,但缺点是导轨不能走得太快。直线导轨切削力相对较小,但导轨运动速度较快。目前,攻击钻机的Z轴运动速度一般在60M左右。这种导轨主要用于一些相对较小的机床。在使用寿命方面,直线导轨比硬导轨高得多。
硬轨和线轨各有优缺点,所以没有较好的,只有适合企业生产的。
硬轨滑动接触面大、刚性好、抗震能力强、承载能力强,适用于重载切削。由于导轨接触面积大,机床运行较加平稳,适用于对振动要求较高的机床,如磨床。硬轨道属于干摩擦。由于接触面大,摩擦阻力也大,移动速度不能太快。同时,容易产生爬行现象,运动表面间隙的存在会导致加工误差。机床轨道的维护是重中之重。一旦轨道没有完全润滑,它将导致轨道燃烧或磨损过渡。这些都是对机床精度的致命伤害。因此,从整体上看,硬轨的应用适用于重切削、大模具、高硬度工件以及要求一般精度的工件。
线轨装配简单,只需稍加培训就能完成高质量的装配。钢轨的切削力比硬轨的切削力小。目前,许多大型工厂的轨道通过一些结构设计,大大提高了其承载能力。当然,与硬轨的承载能力相比,它还是相对较小的。少。该钢轨适用于高速机床使用,可高速切割,适用于加工产品,模具精度小,运行速度快,加工精度高,维修费用低,寿命大于硬轨是其优点。轨道不完善,不像硬轨道那样稳定、刚性强,对运输和加工环境的要求较高。
在选择数控加工中心时,根据自身产品的需求和条件,选择自己的产品,使加工效果达到理想状态。
数控铣床的刀具径向跳动怎么办
数控铣床 切削过程中,产生加工误差的原因有很多。由刀具径向脉冲引起的误差是一个重要因素。它直接影响到理想条件下被加工表面的小形状误差和几何形状精度。在实际切削
在数控铣床切削过程中,产生加工误差的原因有很多。由刀具径向脉冲引起的误差是一个重要因素。它直接影响到理想条件下被加工表面的小形状误差和几何形状精度。在实际切削过程中,刀具的径向跳动影响着刀具的加工精度、表面粗糙度、刀具的不均匀磨损以及多齿刀具的切削工艺特性。刀具的径向脉冲越大,刀具的加工状态越不稳定,对加工效果的影响越大。
一、径向跳动的原因
工具的制造误差和主轴部件,加载错误导致漂移和工具之间的偏心轴和理想的旋转轴的轴,**铣床,特定的加工工艺和装配可能产生的径向跳动数控铣床工具处理。
1、主轴本身受径向脉冲的影响
主轴径向跳动误差的主要原因包括主轴各轴颈的同轴误差、轴承本身的各种误差、轴承间的同轴误差、主轴偏转。它们对主轴径向旋转精度的影响随加工方法的不同而不同。这些因素都是在机床制造和装配过程中形成的,机床操作者很难避免它们的影响。
2、受刀具中心和主轴中心旋转的影响
当刀具安装到主轴上时,如果刀具的中心与主轴的旋转中心不一致,必然会导致刀具径向跳动。具体影响因素有:刀具与夹头配合程度、刀具方法是否正确以及刀具本身的质量。
3、具体加工过程的影响
刀具在加工过程中产生的径向跳动主要是由于径向切削力增加了径向跳动。径向切削力是径向总切削力的一个分量。牛刨在加工过程中会使工件弯曲并产生振动。它是影响工件质量的主要因素。主要受切削量、刀具与工件材料、刀具几何角度、润滑方法和加工方法等因素的影响。
二、减少径向跳动的方法
刀具的径向跳动主要是由于径向切削力增加了径向跳动。因此,减小径向切削力是减小径向跳动的重要原理。以下方法可以用来减少径向跳动:
1、使用锋利的刀
刀具选择大的前角,使刀具较锋利,减少切削力和振动。为了减小主叶片表面弹性恢复层与工件过渡面之间的摩擦,选用大后角的刀具来减小振动。但是,刀具的前后角不能选择太大,否则会导致刀具的强度和冷却面积不足。因此,要根据具体情况选择不同的刀具前角和后角,可以采取较小的粗加工,但在精密加工中,为了减少刀具的径向跳动,应该做到较大,使刀具较加锋利。
2、使用有力的工具
提高工具强度的主要方法有两种。一是在相同径向切削力下增加刀杆直径,刀杆直径增加20%,刀杆径向跳动量可减少50%。二是缩具的延伸长度。刀具的长度越大,加工过程中刀具的变形越大,加工时间的变化也越大。刀具的径向脉冲会不断变化,从而导致工件的变形。表面不光滑。刀具的长度减少了20%,径向跳动能力也减少了50%。


东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:钻攻中心、雕铣机、加工中心等数控设备;公司采用专业的数控理念、多项数控研究**致力于加工中心、龙门铣精密技术的研发,在加工中心和龙门铣的设计以及加工工艺技术方面**了较丰硕的成果,实现了数控技术向产业化转化的过程。我们有专业的机床制造理念及技术,有人性化的研发和设计;我们拥有一系列高精密检测设备,一批高素质的专业技术人才。我们的设备广泛应用于工业各个领域,如手机零配件、塑胶模具、五金模具手板模型、手机镜片、亚克力、铝件、电子治具等加工行业。捷海纳数控对产品进行了针对性较强的系列化整合,较终提供给用户的不仅仅是产品还能向用户提供整套工艺解决方案;捷海纳数控始终将产品品质视为自己的生命线,坚持品质发展的质量方针。公司经营理念:以诚信为本,质量为基,服务为体!
欢迎来到东莞市捷海纳数控设备有限公司网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是广东东莞莞城公司街道地址,负责人是郑先生。
主要经营高速钻孔攻牙机。
我们公司在加工业内一直都是*,业绩遥遥良好,主营的加工 机械加工 五金加工 等都经过了专业机构的认证和众多客户的**,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-51657168.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于东莞市捷海纳数控设备有限公司
商铺首页 |
更多产品 |
联系方式
东莞市捷海纳数控设备有限公司一家集研发、生产、销售、维修数控设备及五金塑胶制品加工于一体的企业。公司主要产品有:钻攻中心、雕铣机、加工中心等数控设备;公司采用专业的数控理念、多项数控研究**致力于加工中心、龙门铣精密技术的研发,在加工中心和龙门铣的设计以及加工工艺技术方面**了较丰硕的成果,实现了数控技..
- 我要给“南宁850模具硬轨加工中心定制 850二线一硬 模具加工”留言
- 更多产品








相关分类






