- 产品描述
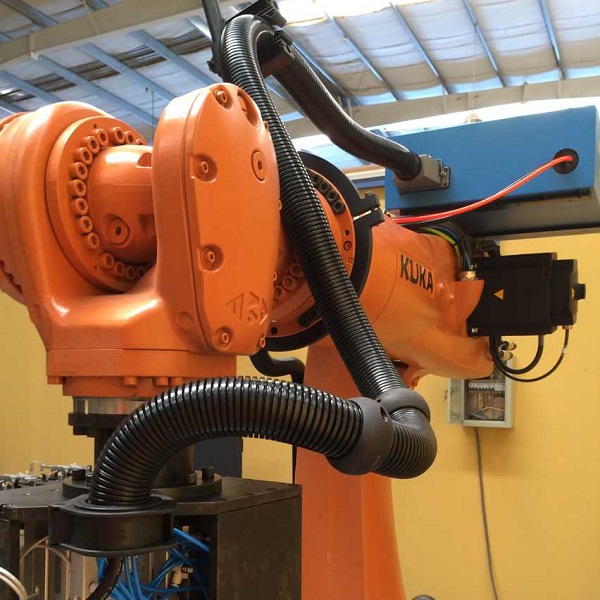
汽车工业是点焊机器人系统一个典型的应用领域,在装配每台汽车车体时,大约60%的焊点是由机器人完成。初点焊机器人只用于增强焊作业(往己拼接好的工件上增加焊点),后来为了保证拼接精度,又让机器人完成定位焊作业。这样,点焊机器人逐渐被要求有较全的作业性能,具体来说有:?a)安装面积小,工作空间大:?
b)快速完成小节距的多点定位(例如每0·3~0.4s移动30一50灬节距后定位);?c)定位精度高(士0·25灬)以确保焊接质量?d)持重大(50、1佣),以便携带内装变压器的焊钳;?e)内存容量达,示教简单,节省工时;?
f)点焊速度与生产线速度相匹配,同时安全可靠性好。
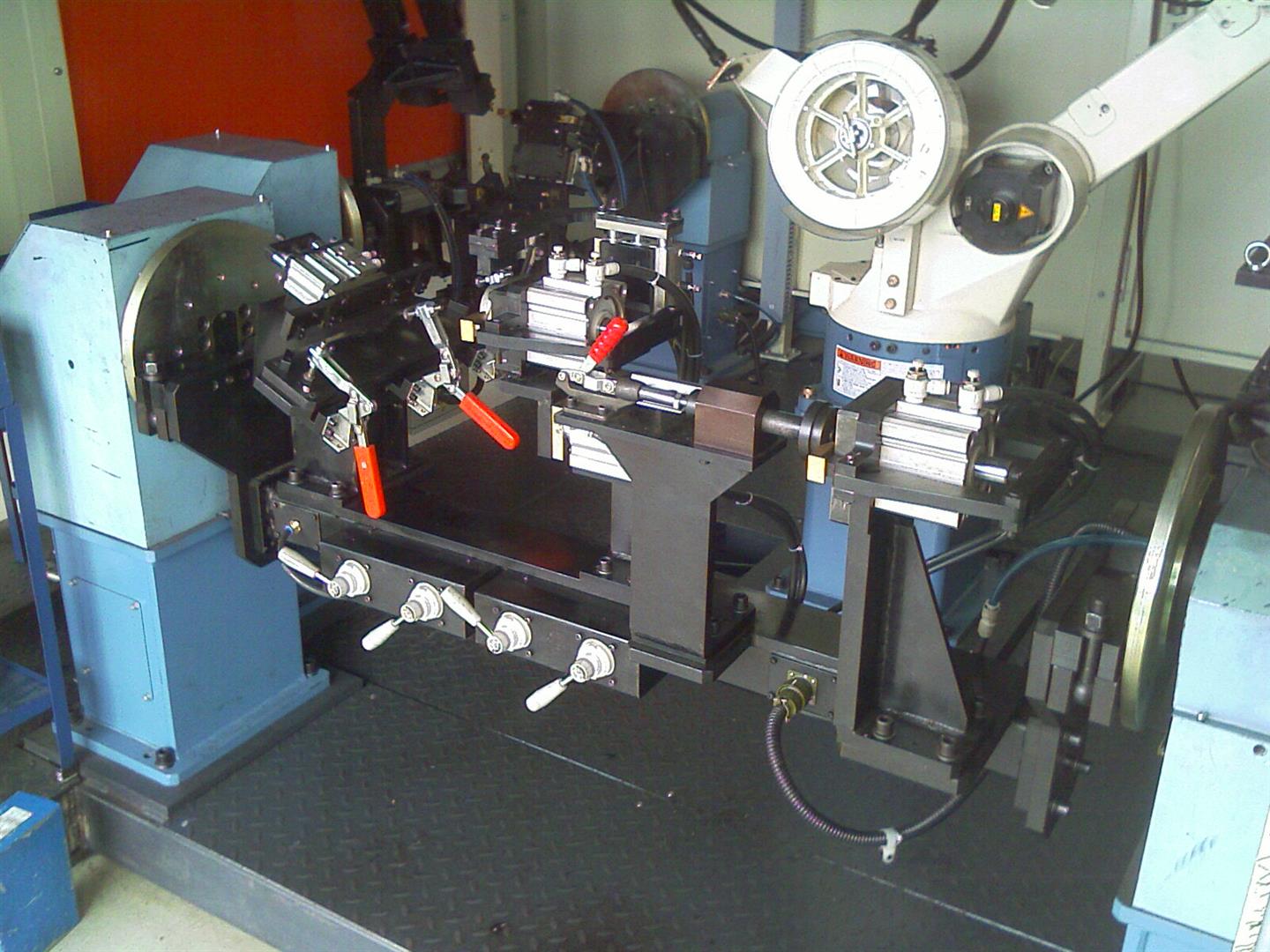
1)D点位控制(PTP)型?
机器人受控运动方式为自一个点位目标移向另一个点位目标,只在目标点上完成操作。要求机器人在目标点上有足够的定位精度,相邻目标点间的运动方式之一是各关节驱动机以快的速度趋近终点,各关节视其转角大小不同而到达终点有先有后:另一种运动方式是各关节同时趋近,由于各关节运动时间相同,所以角位移大的运动速度较高·点位控制型机器人主要用于点焊作业。?2)连续轨迹控制(CP)型?
机器人各关节同时作受控运动,使机器人终端按预期的轨迹和速度运动,为此各关节控制系统需要实时获取驱动机的角位移和角速度信号。连续控制主要用于弧焊机器人。
球坐标型?
与圆柱坐标结构相比较,这种结构形式较为灵活。但采用同一分辨率的码盘检测角位移时,伸缩关节的线位移分辨率恒定,但转动关节反映在末端操作器上的线位移分辨率则是个变量,增加了控制系统的复杂性.

沈阳鹏泰工业装备有限公司位于东北老工业基地沈阳,我们专注于为客户量身设计和定制工程解决方案,并提供良好的现场调试和售后服务。我们以高品质、高效率、优方案、低成本及完善的售后服务得到客户的一致**。我公司目前专业从事机器人焊接及切割工作站、自动化装配设备、弧焊点焊专机等一系列自动化工程的研发与制造。
欢迎来到沈阳鹏泰工业装备有限公司网站,我公司位于有2300年建城史,素有“一朝发祥地,两代帝王都”之称的国家历史文化名城—沈阳。 具体地址是辽宁沈阳皇姑区公司街道地址,负责人是艾晗。
主要经营焊接机器人。
欢迎关注本公司,本公司专业经营焊接切割 焊接设备 埋弧自动焊设备 等产品,拥有经典的技术和*的服务!
本页链接:http://www.cg160.cn/vgy-51302456.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于沈阳鹏泰工业装备有限公司
商铺首页 |
更多产品 |
联系方式
沈阳鹏泰工业装备有限公司位于东北老工业基地沈阳,我们专注于为客户量身设计和定制工程解决方案,并提供良好的现场调试和售后服务。我们以高品质、高效率、优方案、低成本及完善的售后服务得到客户的一致**。我公司目前专业从事机器人焊接及切割工作站、自动化装配设备、弧焊点焊专机等一系列自动化工程的研发与制造。
- 我要给“张家口安川焊接机器人价格 机器人焊接 -沈阳鹏泰工业”留言
- 更多产品