- 产品描述
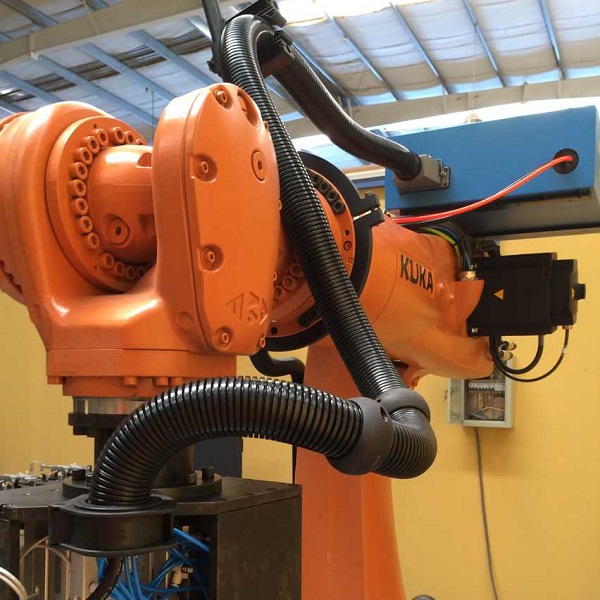
机器人各个轴都是作回转运动,故采用伺服电机通过摆线针轮(RV)减速器(1~3轴)及谐波减速器(1~6轴)驱动。在80年代中期以前,对于电驱动的机器人都是用直流伺服电机,而80年代后期以来,各国先后改用交流伺服电机。由于交流电机没有碳刷,动特性好,使新型机器人不仅事故率低,而且免维修时间大为增长,加(减)速度也快。一些负载16kg以下的新的轻型机器人其工具中心点(TCP)的运动速度可达3m/s以上,定位准确,振动小。同时,机器人的控制柜也改用32位的微机和新的算法,使之具有自行优化路径的功能,运行轨迹较加贴近示教的轨迹。
电伺服点焊钳具有如下优点:
1)每个焊点的焊接周期可大幅度降低,因为焊钳的张开程度是由机器人精确控制的,机器人在点与点之间的移动过程、焊钳就可以开始闭合;而焊完一点后,焊钳一边张开,机器人就可以一边位移,不必等机器人到位后焊钳才闭合或焊钳完全张开后机器人再移动;
2)焊钳张开度可以根据工件的情况任意调整,只要不发生碰撞或干涉尽可能减少张开度,以节省焊钳开度,以节省焊钳开合所占的时间。
3)焊钳闭合加压时,不仅压力大小可以调节,而且在闭合时两电极是轻轻闭合,减少撞击变形和噪声。
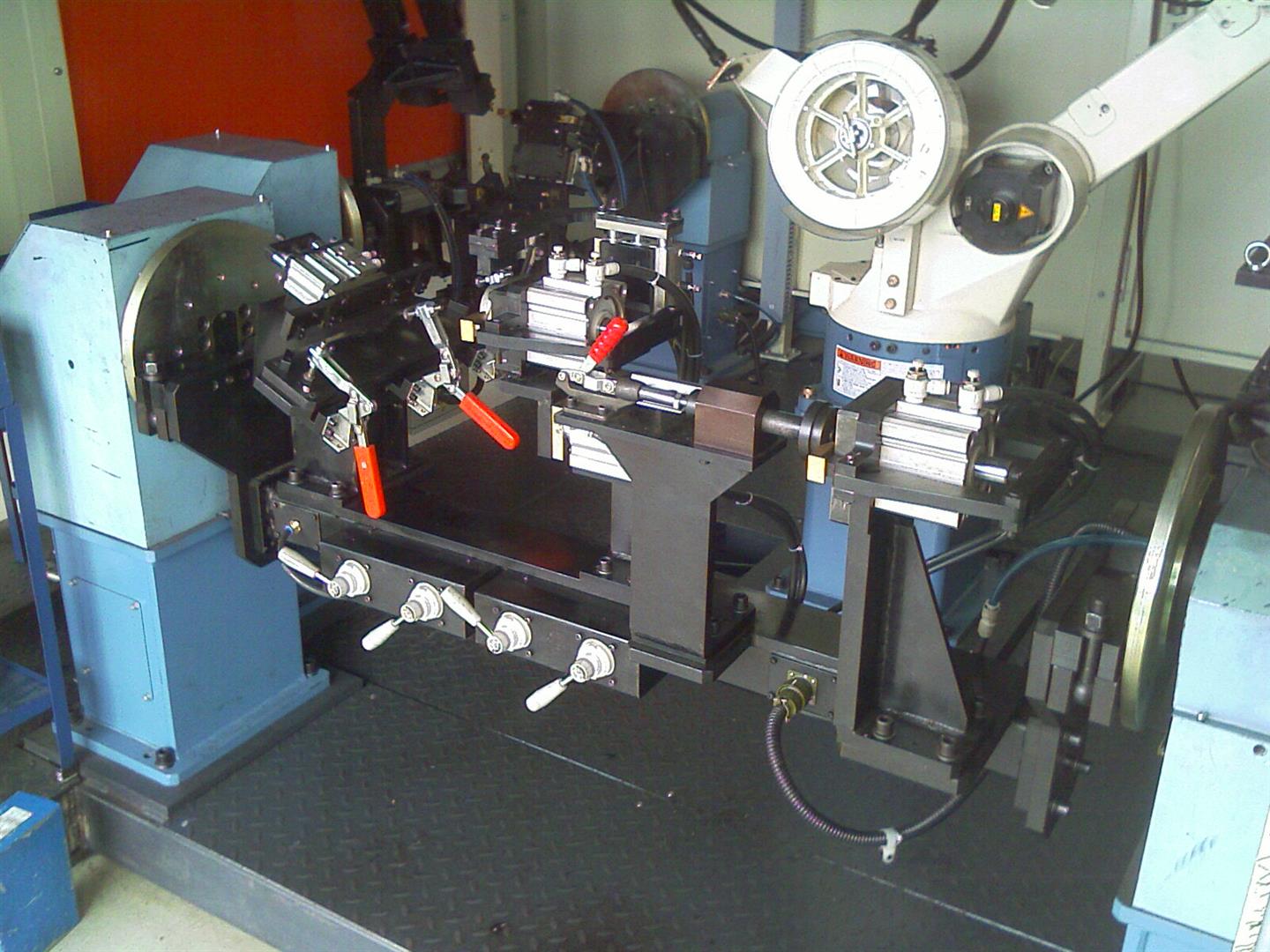
工作站(单元)
如果工件在整个焊接过程中*变位,就可以用夹具把工件定位在工作台面上,这种系统既是简单不过的了。但在实际生产中,更多的工件在焊接时需要变位,使焊缝处在较好的位置(姿态)下焊接。对于这种情况,变位机与机器人可以是分别运动,即变位机变位后机器人再焊接;也可以是同时运动,即变位机一边变位,机器人一边焊接,也就是常说的变位机与机器人协调运动。这时变位机的运动及机器人的运动复合,使焊枪相对于工件的运动既能满足焊缝轨迹又能满足焊接速度及焊枪姿态的要求。实际上这时变位机的轴已成为机器人的组成部分,这种焊接机器人系统可以多达7-20个轴,或更多。的机器人控制柜可以是两台机器人的组合作12个轴协调运动。其中一台是焊接机器人、另一台是搬运机器人作变位机用。


沈阳鹏泰工业装备有限公司位于东北老工业基地沈阳,我们专注于为客户量身设计和定制工程解决方案,并提供良好的现场调试和售后服务。我们以高品质、高效率、优方案、低成本及完善的售后服务得到客户的一致**。我公司目前专业从事机器人焊接及切割工作站、自动化装配设备、弧焊点焊专机等一系列自动化工程的研发与制造。
欢迎来到沈阳鹏泰工业装备有限公司网站,我公司位于有2300年建城史,素有“一朝发祥地,两代帝王都”之称的国家历史文化名城—沈阳。 具体地址是辽宁沈阳皇姑区公司街道地址,负责人是艾晗。
主要经营焊接机器人。
欢迎关注本公司,本公司专业经营焊接切割 焊接设备 埋弧自动焊设备 等产品,拥有经典的技术和*的服务!
本页链接:http://www.cg160.cn/vgy-51260911.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于沈阳鹏泰工业装备有限公司
商铺首页 |
更多产品 |
联系方式
沈阳鹏泰工业装备有限公司位于东北老工业基地沈阳,我们专注于为客户量身设计和定制工程解决方案,并提供良好的现场调试和售后服务。我们以高品质、高效率、优方案、低成本及完善的售后服务得到客户的一致**。我公司目前专业从事机器人焊接及切割工作站、自动化装配设备、弧焊点焊专机等一系列自动化工程的研发与制造。
- 我要给“白城国产机器人焊接报价 自动焊接 可加工定制”留言
- 更多产品