- 产品描述
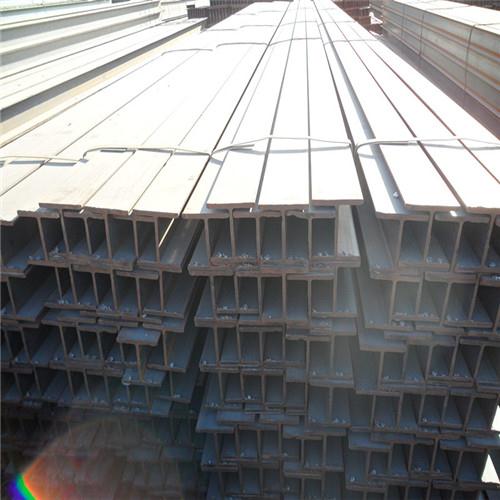
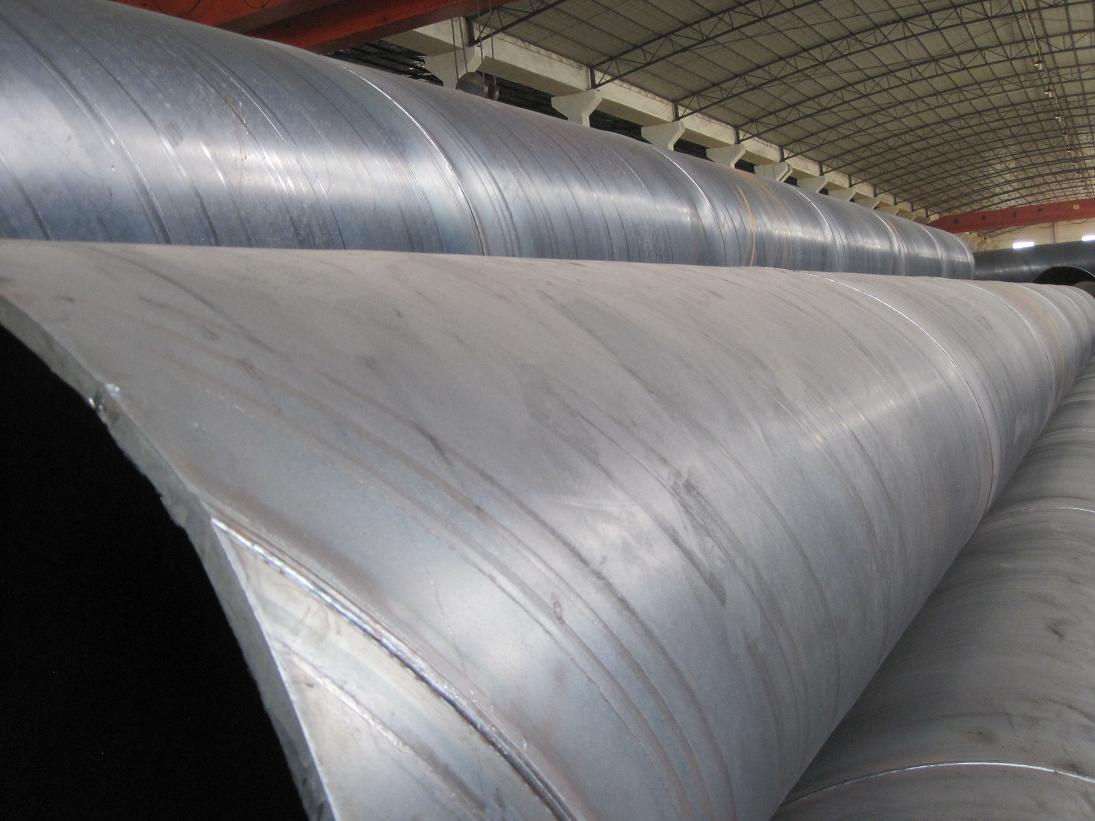
标准双面埋弧焊螺旋钢管以其承压能力高 、阻力小、耐低温、抗腐蚀、安装维修方便等优点而越来越受到石油天然气、矿浆输送、城市建设等行业的欢迎。
工艺流程:
钢板进入生产线后,首**行全板超声波检验;
铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"形
预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接;
内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接; g. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接;
超声波检验Ⅰ:对螺旋钢管内外焊缝及焊缝两侧母材进行**的检查;
X射线检查Ⅰ:对内外焊缝进行**的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
管端磁粉检验:进行此项检查以发现管端缺陷;
防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
除了以上检测项目外,根据API标准及其它相关标准和一些用户的特殊要求,还需要对钢板、钢管进行有损检验和其它检验,其中包括进厂原材料理化性能的抽检,**的钢板外观检查。
标准双面埋弧焊螺旋钢管疲劳指数:
疲劳:金属材料在极限强度以下,长期承受交变负荷(即大小、方向反复变化的载荷)的作用,在不发生显着塑性变形的情况下而突然断裂的现象,称为疲劳。疲劳指数包括疲劳极限和疲劳强度。
疲劳极限:金属材料在重复或交变应力作用下,经过周次(N)的应力循环仍不发生断裂时所能承受的应力称为疲劳极限
疲劳强度:金属材料在重复或交变应力作用下,经过周次(N)后断裂时所能承受的应力,叫作疲劳强度。此时,N称为材料的疲劳寿命。某些金属材料在重复或交变应力作用下,没有明显的疲劳极限,常用疲劳强度表示。
厚壁螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。近年来,虽然先后出现了许多种高效、优质的新焊接方法,但埋弧焊的应用领域依然未受任何影响。
厚壁螺旋钢管生产工艺
1.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
2.带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
3.成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
4.采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
5.采用外控或内控辊式成型。
6.采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 7.内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
8.焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了**的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
9.采用空气等离子切割机将钢管切成单根。
10.切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
11.焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
12.带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
13.每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。
14.管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
厚壁螺旋钢管材质
Q235A,Q235B、20#、Q345(16Mn)、 L245(B)、L290(X42)、L320(X46)、L360(X52)、L390(X56)、L415(X60)、L450(X65)、L485(X70)、L555(X80) L290NB/MB(X42N/M)、L360NB/MB(X52N/M)、L390NB/MB(X56N/M)、L415NB/MB(X60N/M)、L450MB(X65)、L485MB(X70)、L555MB(X80)。
环氧涂料附着力好,对金属、混凝土、木材、玻璃等均有优良的附着力;耐碱、油和水,电绝缘性能优良。但抗老化性差。环氧防腐蚀涂料通常由环氧树脂和固化剂两个组分组成。固化剂的性质也影响到漆膜的性能。常用的固化剂有:
①脂肪胺及其改性物。特点是可常温固化,未改性的脂肪胺性较大。
②芳香胺及其改性物。特点是反应慢,常须加热固化,性较弱。
③聚酰胺树脂。特点是耐候性较好,性较小,弹性好,耐腐蚀性能稍差。
④醛树脂、脲醛树脂等其它合成树脂。这些树脂和环氧树脂并用经高温烘烤后交联成膜,漆膜具有**的耐腐蚀性,并有良好的机械性能和装饰性。
环氧酯树脂涂料是以环氧酯树脂作为成膜物的一种单组分涂料体系。环氧酯树脂由环氧树脂和植物油脂肪酸酯化合而成。该涂料与一般环氧涂料相比成本较低,耐碱性较差。常用作各种金属底漆和化工厂室外设备防腐蚀漆。
4、聚氨酯涂料
用于防腐蚀涂料的聚氨酯树脂常含有两个组分:异基-NCO和羟基。使用时将双组分混合而反应固化生成聚氨基甲酸酯(聚氨酯)。
聚氨酯涂料的特点:
①物理机械性能好。漆膜坚硬、柔韧、光亮、丰满、耐磨、附着力强。
②耐腐蚀性能优异。耐油、酸、化学品和工业废气。耐碱性稍**环氧涂料。
③耐老化性**环氧涂料。常用作面漆,也可用作底漆。
④聚氨酯树脂能和多种树脂混溶,可在广泛的范围内调整配方,以满足各种使用要求。⑤可室温固化或加热固化,温度较低时(0℃)也能固化。⑥多异组分的储藏稳定性较差,必须隔绝潮气,以免胶冻。聚氨酯涂料价格高,但使用寿命长。


沧州天翔成管道装备有限公司是华北大型钢管生产企业,座落于的管道装备制造基地河北省沧州市盐山县(盐山县南环工业开发区)公司现有员工600多人,其中专业的技工、技师、生产和产品检验人员270人,年生产能力60万余吨,与各大货运公司合作,保证供货及时、快捷、安全、低廉的送达目的地。 天翔成管道拥有**的生产设备和齐全的检测手段。现有热轧φ140机组生产线一条、φ机组生产线一条及热轧穿孔机组15台,冷拔生产线60多条;拥有涡流探伤机、超声波探伤机等无损检测设备25套,以及水压试验机、WE-600试验机 、WE-1000A液压试验机以及全套金相试验设备、物理化学仪器、直读光谱仪等全套设施。并配备了在线数字超声波探伤仪、静水压、试验机、X射线实时成像、材料试验机、夏比材料冲击试验机等完备的质检仪器。 产品销往全国28个省、市、自治区,并出口东南亚和中东等和地区。产品执行API SPEC 5L、5CT 、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162等标准。专业生产各种防腐钢管、保温钢管、焊接钢管、大口径钢管、钢板卷管、管线管、无缝钢管、石油套管、直缝管、螺旋钢管、合金管、方矩管、镀锌钢管、弯头、法兰、三通、封头、补偿器等各种管道配件。产品执行API SPEC 5L、5CT 、GB/T9711.2、SY/T5037、GB/T3091、GB/T8163、GB/T8162、DIN30670、DIN30671、SY/T4013-2002、SY/T0315-97等标准。并获取了ISO9001-2000认证书以及美国石油协会API5CT认证。我厂常年备有大量现货,规格齐全,产品销往全国28个省、市、自治区,并出口东南亚和中东等和地区,**欧美及东南亚等地,并与****企业建立长期合作的战略伙伴关系。
欢迎来到沧州天翔成管道装备有限公司网站,我公司位于西煤东运新通道的出海口和冀中南、鲁西北以及晋陕和内蒙古等西部地区对外开放的桥头堡—沧州市。 具体地址是河北沧州盐山县公司街道地址,负责人是张海洪。
主要经营防腐螺旋钢管。
我公司主要供应冶金 钢材 管材 等,产品销售全国各地,深受企业用户的信任和**!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-50939356.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于沧州天翔成管道装备有限公司
商铺首页 |
更多产品 |
联系方式
沧州天翔成管道装备有限公司是华北大型钢管生产企业,座落于的管道装备制造基地河北省沧州市盐山县(盐山县南环工业开发区)公司现有员工600多人,其中专业的技工、技师、生产和产品检验人员270人,年生产能力60万余吨,与各大货运公司合作,保证供货及时、快捷、安全、低廉的送达目的地。 天翔成管道拥有**的生产设备和齐..
- 我要给“锡林郭勒盟标准螺旋钢管生产厂家 支持非标定制”留言
- 更多产品