
- 产品描述
一出二管材设备简介及介绍:
一出二管材设备目**般用作生产PVC线管、PVC线槽等产品较多,如果市场需求量较大可选择张家港君尔机械PVC一出四管材生产线。一出二管材生产设备生产的电工穿线管如果生意好,整套生产线投资约在正常生产4-6个月收回成本,生意稍微差点也应该是在正常生产6-8个月收回成本。是个人办厂或者是中小型企业的理想选择之一。我们还有PE、PPR等一出二管材设备,用户可以根据自己的生产量和销售量进行选购。
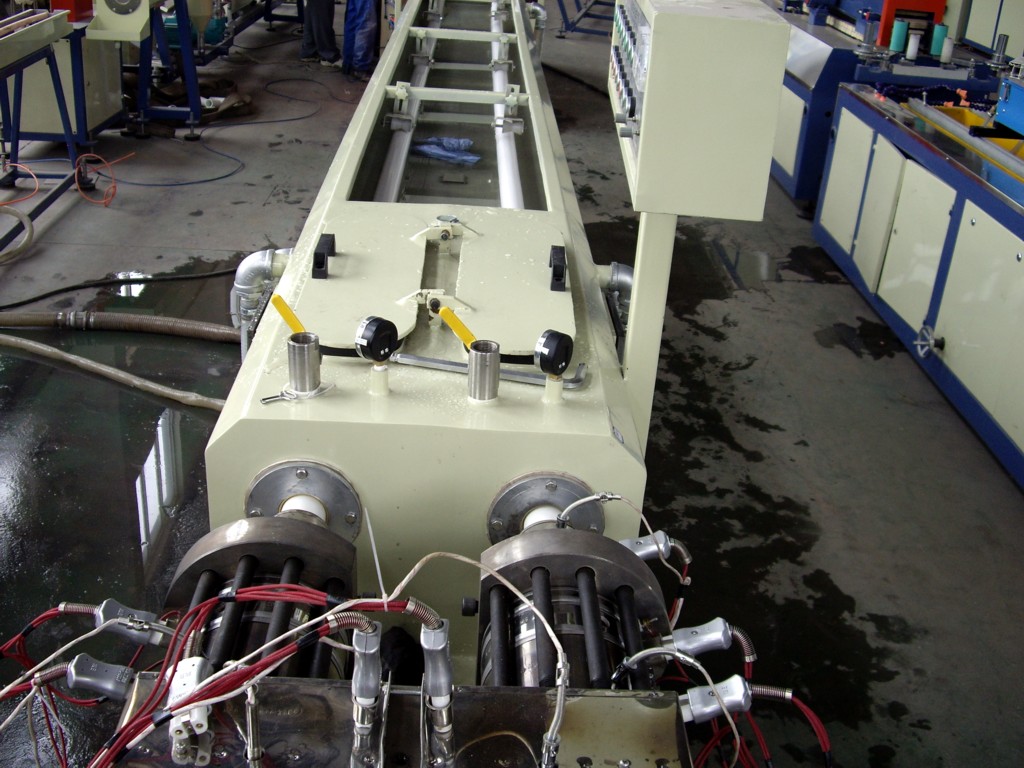
PVC一出二管材设备生产线的**的关键部分SJSZ51/105锥形双螺杆挤出机设备,挤出量可以达到80-180KG/H根据实际的生产量一般在2吨/天左右的PVC穿线管产品。在这个挤出机上面需要配备一台粉末上料机供给生产原料。
PVC一出二管材设备机器生产线的辅机部分真空定型箱,**采用真空喷淋冷却系统,后端采用浸泡方式冷却加快对PVC穿线管的冷却。均采用304不锈钢板制造而成。
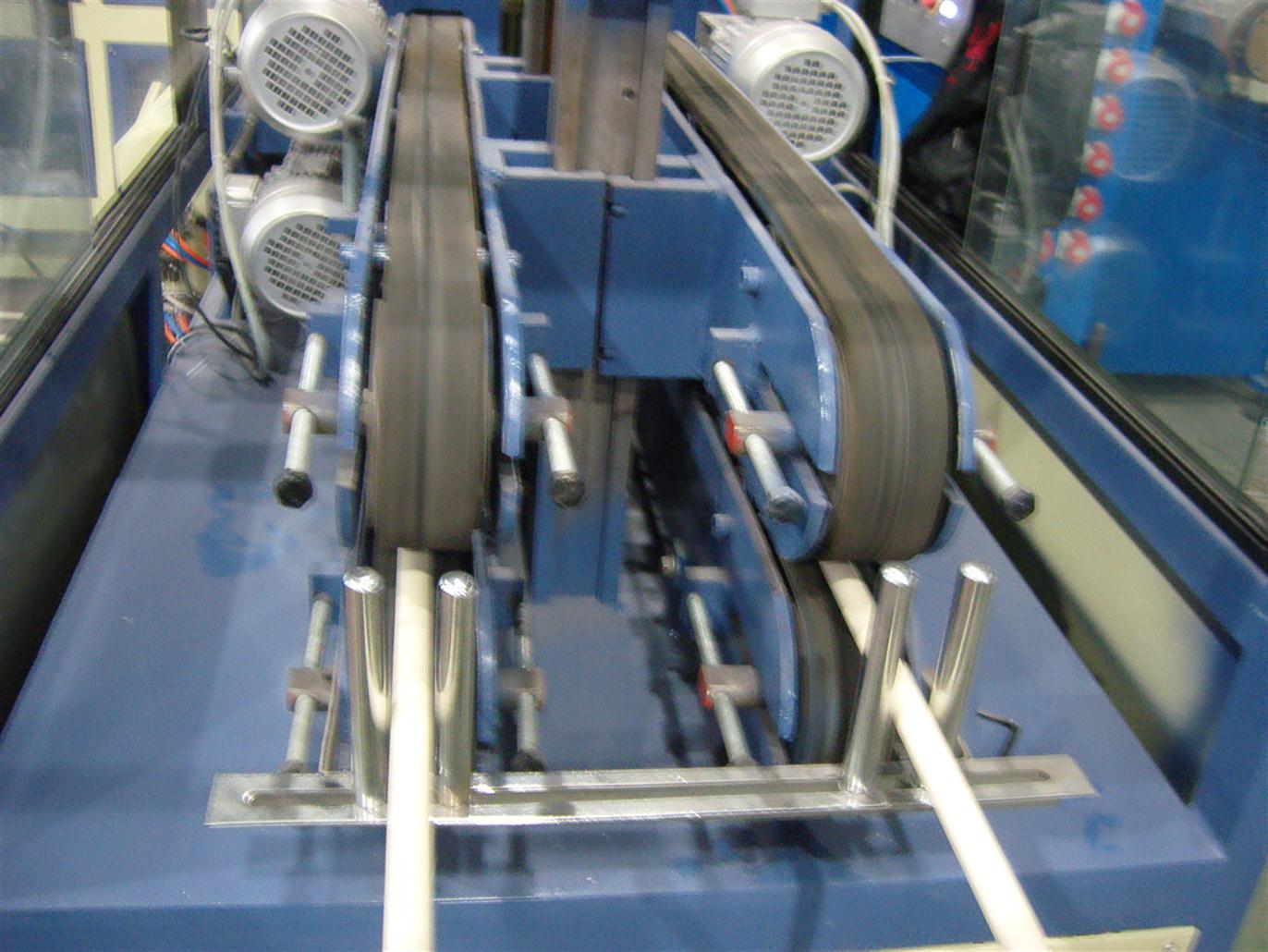
PVC一出二管材设备机器的牵引切割一体机部分,在牵引机**设计有喷码机的来回移动支架,方便安装电脑喷码机在PVC电工套管上喷印公司信息等资料。
PVC一出二管材生产线设备在我工厂经过工程师调试各种动作检查无误情况下,再由质检部门检查签章后才能发货。
PVC一出二管材机器设备已经装在汽车上准备运往用户的工厂,随后我们的工程师一同前往用户的工厂进行安装调试并正常生产为止,并免费提供配方资料,人员培训等服务。
欢迎来我公司实地考察PVC一出二管材生产线实际制造情况以及我们企业的状况。一出二管材设备的制造周期为15-20个工作日,一出二管材设备提供免费的技术培训。
SPVC管是由PVC树脂加入较大量增塑剂和一定量稳定剂,以及其他助剂,经造粒后挤出成型制造。
RPVC管耐化学腐蚀性与绝缘性好,主要输送各种流体,以及用作电线套管等。
锥形双螺杆挤出机特点:采用真空排气系统,能将物料中的水分及易挥发气体排出,可提高制品的质量
锥形双螺杆挤出机特点:螺杆采用芯部温控系统
螺杆转速
螺杆转速提高,挤出量增加,从而可提高产量,但容易产生塑化不良的现象,造成管材内壁毛糙,强度下降,这时应调节机头压力,使产量、质量到达佳。螺杆的温度控制影响到物料输送率、物料的塑化、熔融质量等。挤出管材需要通冷却水,降低螺杆温度,有利于提高塑化质量,螺杆通冷却水温度在50~70℃左右。
RPVC原料选择及配方
硬管生产中树脂应选用聚合度较低的SG-5型树脂,聚合度愈高,其物理力学性能及耐热性愈好,但树脂流动性差,给加工带来一定困难,所以一般选用黏度为(1.7~1.8)×10-3Pa?s的SG-5型树脂为宜。
硬管一般采用铅系稳定剂,其热稳定性好,常用三盐基性铅,但它本身润滑性较差,通常和润滑性好的铅、钡皂类并用。
加工硬管,润滑剂的选择和使用很重要,既要考虑内润滑降低分子间作用力,使熔体黏度下降有利成型,又要考虑外润滑,防止熔体与炽热的金属粘连,使制品表面光亮。
内润滑一般用金属皂类,外润滑用低熔点蜡。
填充剂主要用和钡(重晶石粉),使管材表面性能好,钡可改善成型性,使管材易定型,两者可降低成本,但用量过多会影响管材性能,压力管和耐腐蚀管好不加或少加填充剂。
工艺流程
RPVC管的成型使用SG-5型PVC树脂,并加入稳定剂、润滑剂、填充剂、颜料等,这些原料经适当的处理后按配方进行捏合,若挤管采用单螺杆挤出机,还应将捏合后的粉料造成粒,再挤出成型;若采用双螺杆挤出机,可直接用粉料成型。
另外,在生产中可与上述所示流程不同,即采取粉料直接挤出管材而不进行造粒,但应注意两点:
1)其一,粉料直接挤出成型好采用双螺杆挤出机,因粉料与粒料相比,少了一次混合剪切塑化工序,故采用双螺杆挤出机可加强剪切塑化,达到预期效果;
2)其二,因粒料比粉料密实,受热及热的传导不良,故粉料的加工温度可比相应粒料的加工温度低10℃左右为宜。



机械设备及零部件制造、加工、销售;机械设备及零部件、五金交电、金属材料及制品、化工(除危险品)、橡塑制品购销;机械设备的技术开发、技术转让、技术咨询及相关的技术服务;自营和代理各类商品及技术的进出口业务(但国家限定公司经营或禁止进出口的商品及技术除外)。(依法须经批准的项目,经相关部门批准后方可开展经营活动)
欢迎来到张家港君尔机械有限公司网站,我公司位于地形以山区为主,被称之为“万山之州”的克孜勒苏柯尔克孜自治州。 具体地址是江苏苏州张家港市公司街道地址,负责人是卞先生。
主要经营PVC结皮木塑发泡板生产线。
本公司产品处国内良好地位,产业规模属国内*水平,产品*具特色,规格齐全,质量保证体系规范。欢迎来订购,谢谢!
本页链接:http://www.cg160.cn/vgy-50694283.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于张家港君尔机械有限公司
商铺首页 |
更多产品 |
联系方式
机械设备及零部件制造、加工、销售;机械设备及零部件、五金交电、金属材料及制品、化工(除危险品)、橡塑制品购销;机械设备的技术开发、技术转让、技术咨询及相关的技术服务;自营和代理各类商品及技术的进出口业务(但国家限定公司经营或禁止进出口的商品及技术除外)。(依法须经批准的项目,经相关部门批准后方可开..
- 我要给“深圳一出二PVC管材挤出生产线 穿线管生产线 高效节能”留言
- 更多产品


















