
- 产品描述
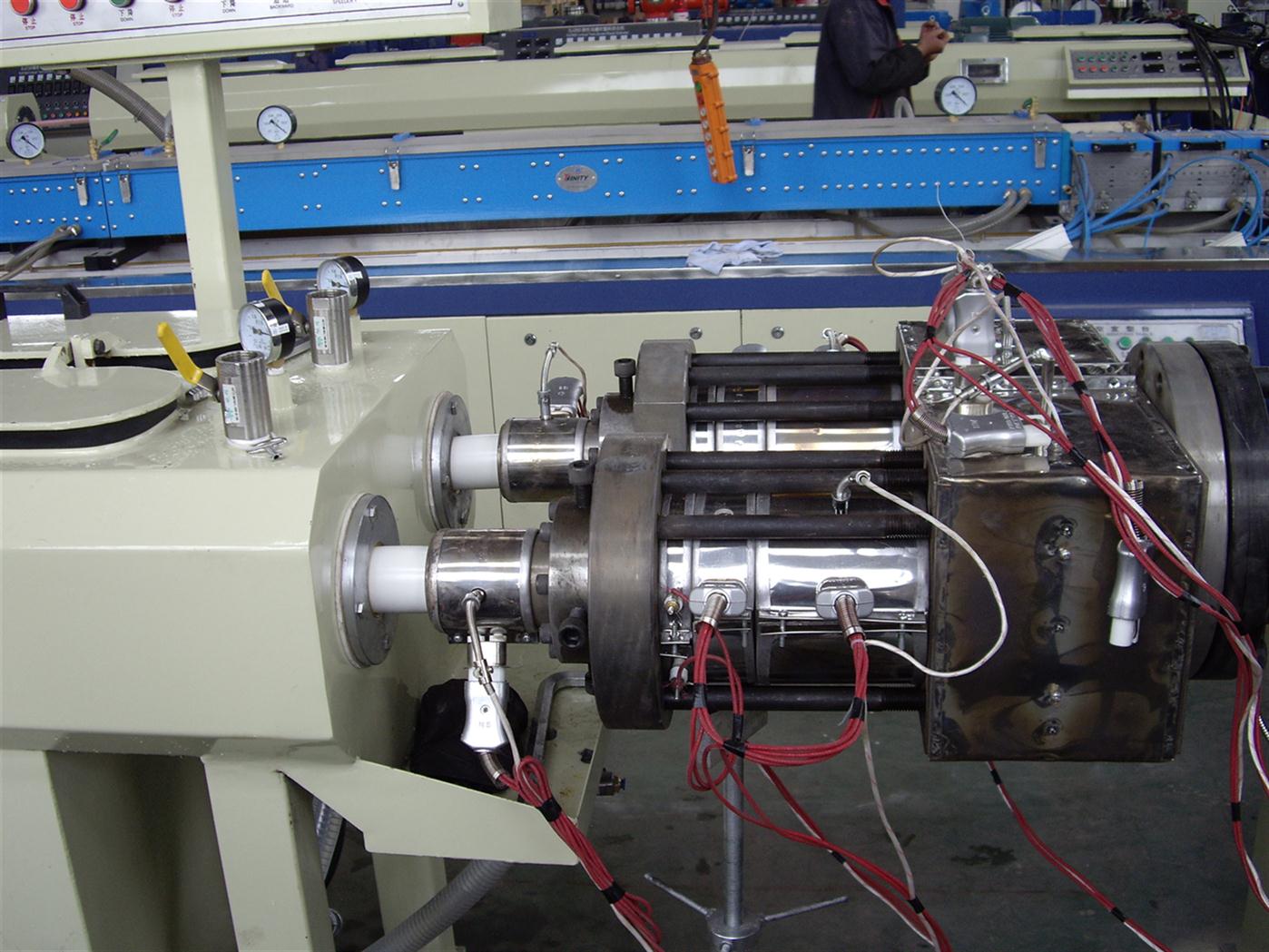
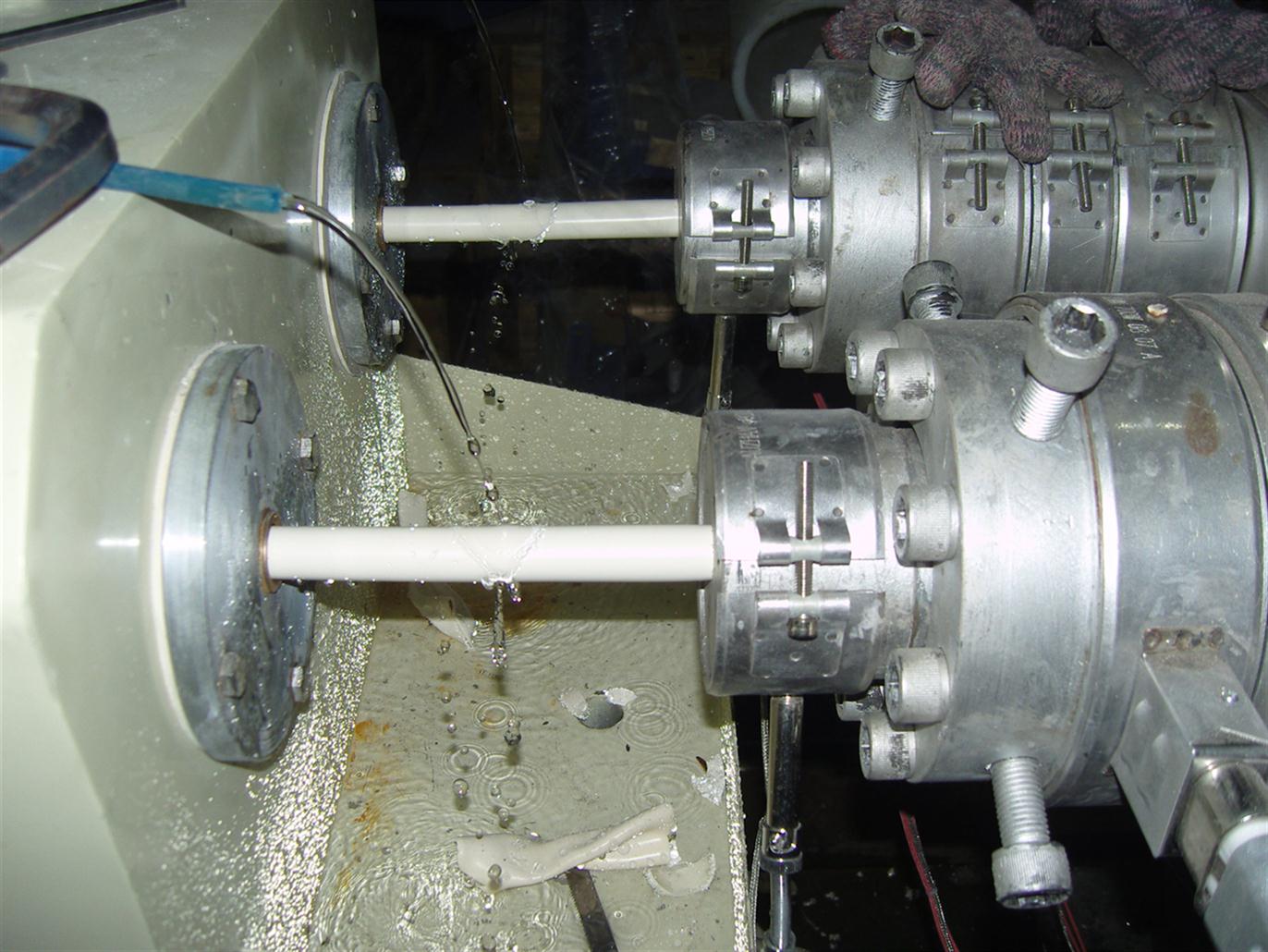
一出二PVC管材生产线主要用于生产PVC供水管,排水管,穿线管,电工管等等,锥形双螺杆管材、异型材押出设备配置相应模具、辅助设备,可用于硬质PVC管材挤出成型加工。
管材园度**差 调整真空定型机、喷淋箱内喷嘴角度,使管材冷却均匀;检查真空定型机、喷淋箱内水位高度、水压表压力,使喷淋量大而有力;
调整工艺;检查并修正定径套内孔园度;调整管材导向夹持装置,以修正管材的椭圆度;
挤出管材常出现的缺陷及改进原因:壁厚不均匀
?产生原因①芯模与口模定位不正?②塑化不均匀?③牵引不正常④压缩空气不稳定⑤机头温度不稳定
?解决方法①应调整芯模与口模的中心位置?②检查牵引装置?③应是供气系统平稳④加强塑化系统的控制⑤检查机头加热装置是否完好,并使机头周边温度稳定
压缩空气和压力
压缩空气能够将管材管材吹胀,使管材保持一定的圆度。要求压力应大小适当。压力过小,管材不圆,压力过大,芯模被冷却,管材内壁出现裂口,不光滑,管材质量下降。同时压力要求稳定,如压力忽大忽小,管材容易产生竹节现状。
螺杆转速
螺杆转速提高,挤出量增加,从而可提高产量,但容易产生塑化不良的现象,造成管材内壁毛糙,强度下降,这时应调节机头压力,使产量、质量到达佳。螺杆的温度控制影响到物料输送率、物料的塑化、熔融质量等。挤出管材需要通冷却水,降低螺杆温度,有利于提高塑化质量,螺杆通冷却水温度在50~70℃左右。
咨询原料供应商,本批次原料参数;检查模具芯部温度,若**口模区段温度,调低芯部温度;清理模具;
锥形双螺杆挤出机特点:堆放装置:自动翻板式或滚轮式堆放装置。
检查机筒、机头等加热圈是否有损坏;调整定径套进水流量;

机械设备及零部件制造、加工、销售;机械设备及零部件、五金交电、金属材料及制品、化工(除危险品)、橡塑制品购销;机械设备的技术开发、技术转让、技术咨询及相关的技术服务;自营和代理各类商品及技术的进出口业务(但国家限定公司经营或禁止进出口的商品及技术除外)。(依法须经批准的项目,经相关部门批准后方可开展经营活动)
欢迎来到张家港君尔机械有限公司网站,我公司位于地形以山区为主,被称之为“万山之州”的克孜勒苏柯尔克孜自治州。 具体地址是江苏苏州张家港市公司街道地址,负责人是卞先生。
主要经营PVC结皮木塑发泡板生产线。
本公司产品处国内领先地位,产业规模属国内一流水平,产品独具特色,规格齐全,质量保证体系规范。欢迎来订购,谢谢!
本页链接:http://www.cg160.cn/vgy-50649924.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 吹塑机水马 高产能高收益 梅州通佳水马围挡吹塑机厂 吹塑机水马 绿色节能生产 随州通佳水马围挡吹塑机公司 三孔水马吹塑机 稳定生产 阳江通佳水马围挡吹塑机批发 水马中空吹塑机 稳定生产 河源通佳水马围挡吹塑机厂家 围挡中空吹塑机 稳定生产 长沙通佳水马围挡吹塑机代理 食品级聚碳酸酯PC2805经销商 应用广泛 水马吹塑机 高产能高收益 湛江通佳水马围挡吹塑机代理 PA66法国索尔维A 60G1 V25 具自息性 水马吹塑机 高产能高收益 益阳通佳水马围挡吹塑机厂商 合成树脂瓦机器制造商 艾斯曼张家港 操作简单 水马吹塑机 高产能高收益 深圳通佳水马围挡吹塑机直供 水马吹塑机 稳定生产 鄂州通佳水马围挡吹塑机批发价
关于张家港君尔机械有限公司
商铺首页 |
更多产品 |
联系方式
机械设备及零部件制造、加工、销售;机械设备及零部件、五金交电、金属材料及制品、化工(除危险品)、橡塑制品购销;机械设备的技术开发、技术转让、技术咨询及相关的技术服务;自营和代理各类商品及技术的进出口业务(但国家限定公司经营或禁止进出口的商品及技术除外)。(依法须经批准的项目,经相关部门批准后方可开..
- 我要给“一出二PVC管材挤出生产线价格 穿线管生产线 高效节能”留言
- 更多产品


















