
- 产品描述
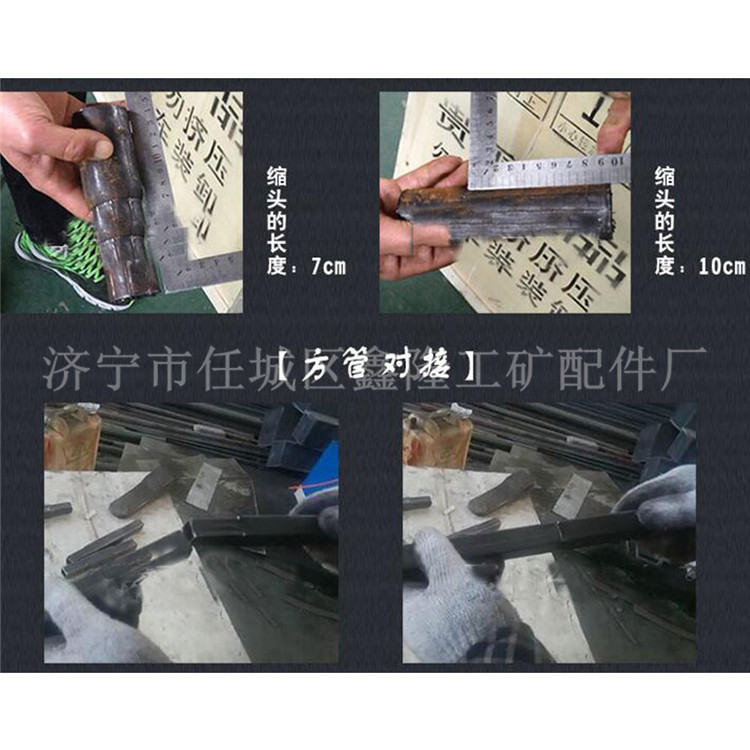
直销缩管机 架子管压管机缩管机 液压油管扣压机 不锈钢管缩管机
压缩用户在扣压高压管时,如果扣压量过小,那么接头与胶管间压得过松时,在油压的作用下扣压胶管在使用初期便有可能从接头中脱出,如果扣压量过大,那么接头与胶管压得过紧,容易导致胶管内层受到局部破坏,产生裂纹,液压油会从破裂处直接进入钢丝层,再沿钢丝间的缝隙窜到外套尾部渗出,或一直沿钢丝层窜到某处积聚起来,使外层胶产生鼓包甚至破裂。
扣压机厂家在扣压时,也不能扣压速度过快,那样容易造成内胶损坏和钢丝层断裂,使胶管在使用中过早损坏。实际工作中,在更换高压胶管时,所选用胶管的长度、钢丝层数、接头形状和尺寸都要合理,而且应尽量减小胶管弯曲程度,大部分高压胶管的损坏都是由于制作不当造成的。
关于51小型全自动钢管扣压机的指导
1、采用双液压回路运作原理,即活塞的进退及模具的张口和收缩运动都是依托液压动力源产生的动力。它不只挪动平稳、回程快速,也不会发作像弹簧回位,使模具张不开而锁死的现象。而且油缸锁紧系统设计都是前后贯穿,易于扣压各种异型弯头。
2、液压扣压机的液压系统由电机、油泵、电磁阀、调压阀及液压阀组成了具有进退运动的双液压油路,而且在双液压油路中还增加离一个快速泄油阀油路,以到达愈加快速回位的目的,且速度可调、噪音和系统压力降低。
3、在电器控制系统方面,控制电路适用电路,它检修电路容易、维修便当、改换简单。
4、扣压模具及模座采用无累计误差式加工工艺,以保证扣压后产品的扣压线条距离平均,无大小头现象。
5、为了扣压机永世的机械精度及寿命,在锁紧机构组件上,不**择了优质合金钢资料,而且采用*有的热处置工艺。所以扣压机较长的运用寿命:与选材、热处置、机械加工工艺及构造的合理性是密不可分的!
6、关于双柱式扣压机、C型扣压机由于不便于设置死定位,必需采用数控方式控制
51型全自动钢管扣压机的养护:
1..油箱的液压油追赶液压油厂商规则时效时应改换,或者目视油位表,假如液压油已氧化偏黑了一定要改换。
2.经常往模座挪动面注射抗磨光滑油。
3.非压管机工作时间,请盖好防尘罩避免杂物掉入模座内。
压管机在安装调试的过程中,有许多细节需要注意,压管机注意的事项主要有搬运、安装、千分尺、压力的调整、注油、接电、模具张开速度调整。
1、搬运:压管机适宜采用叉车搬运,并以压管机底部受力,压管机严禁倒置。严禁搬抬压管机头及电机、电器箱部位。
2、安装:压管机需水平放置在稳固的地基上,并作接地处理。
3、千分尺:用于调节扣压胶管收缩量的大小,逆时针半周多压进1mm,顺时针半周少压进1mm。
4、压力调整:压管机系统较大压力为31.5Mpa,靠溢流阀调整,顺时针调整压力增大,逆时针调整压力减小(出厂时已调好,必要时可以自行调整)。
5、注油:打开油箱盖,油箱中加入46#抗磨液压油到油位表2/3位置。
6、接电:将电源线接在压管机规定的电源上,启动电机观察转向,电机转向应与电机所标方向一致。如果电机转向和所标方向不一致,请调换其中两根电源线的位置。
7、模具张开速度调整:模具张开速度的快慢,由分流阀控制,顺时针调整,张开速度加快,逆时针调整,张开速度减慢,但张开速度过快会使噪音增大,数值不大于10Mpa(出厂时已调好,必要时可以自行调整)。
主产钢管缩管机 全自动缩管机 不锈钢缩管机 缩管机
液压钢管缩管机钢管扣压机钢管缩管机 缩管机缩头机圆管缩管机钢管对接机
济宁市任城区鑫隆工矿配件厂是长期专注于机械及行业设备领域。济宁鑫隆工矿设备厂位于运河古城济宁市。临杭大运河,地理位置优越,环境优美,交通便利。本厂成立于2001年,现有职工300多人。公司依靠*的技术、精良的装备、高素质的员工,以"诚信、友爱、高效、创新"的企业精神,追求产品**,竭尽全力为用户提供**、高效的服务。鑫隆工矿设备厂是齿条式起道器,电动套丝机,弯道器,电动液压弯管机,液压校直机,手动弯管机,管缝式锚杆等产品专业生产加工的公司,拥有完整、科学的质量管理体系。 公司自成立以来,一直以“创新发展,诚信经营,合理定价”的理念。本公司倡导“专业、务实、高效、创新”的企业精神,具有良好的内部机制。优良的工作环境以及良好的激励机制,吸引了一批高素质、高水平、高效率的人才。拥有完善的技术研发力量和成熟的售后服务团队。我们的宗旨是:“用服务与真诚来换取你的信任与支持,互惠互利,共创双赢!”我公司愿与国内外各界同仁志士竭诚合作,共创未来! 以质量求生存,以信誉求发展”是我公司的一贯宗旨。公司热烈欢迎广大用户到我公司参观考察,订购产品。
欢迎来到济宁市任城区鑫隆工矿配件厂网站,我公司位于孔孟文化、运河文化、水浒文化的发源地—济宁市。 具体地址是山东济宁公司街道地址,负责人是马经理。
主要经营手持式电动套丝机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-50241450.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 惠州Agilent85039B校准件升级 agilent网络分析仪回收 四川 驱动器技术 成都微伺供应 郑州二手55千瓦粉碎机电话 110千瓦粉碎机 桂龙_阀门厂家-大促中_硬密封法兰气动蝶阀 D643H电话 桂龙_阀门厂家-大促中_伸缩蝶阀DS341X批发价 嘉定区自动化立式加工保养 欢迎咨询 玉兆供 钢丝绳电动葫芦变速齿轮1 上海冻库版四向穿梭车厂家供应 欢迎咨询 牛眼智能物流设备供应 HB控制阀定制 上海福珂流体控制供应 上海产品全尺寸检验报告软件 欢迎咨询 上海融科检测技术供应 惠州Agilent85032F校准件升级 安捷伦agilent 8753租赁 · 自动生产设备 热水器生产线 轻卡生产线 以德**
关于济宁市任城区鑫隆工矿配件厂
商铺首页 |
更多产品 |
联系方式
济宁市任城区鑫隆工矿配件厂是长期专注于机械及行业设备领域。济宁鑫隆工矿设备厂位于运河古城济宁市。临杭大运河,地理位置优越,环境优美,交通便利。本厂成立于2001年,现有职工300多人。公司依靠*的技术、精良的装备、高素质的员工,以"诚信、友爱、高效、创新"的企业精神,追求产品**,竭尽全力为用户提供**、高效..
- 我要给“现货缩管机 扣压机”留言
- 更多产品











相关分类






