- 阿德采购网
> 供应信息
> 五金配件网
> 特殊/专业五金配件网
> 河北线切割加工厂商
- 产品描述
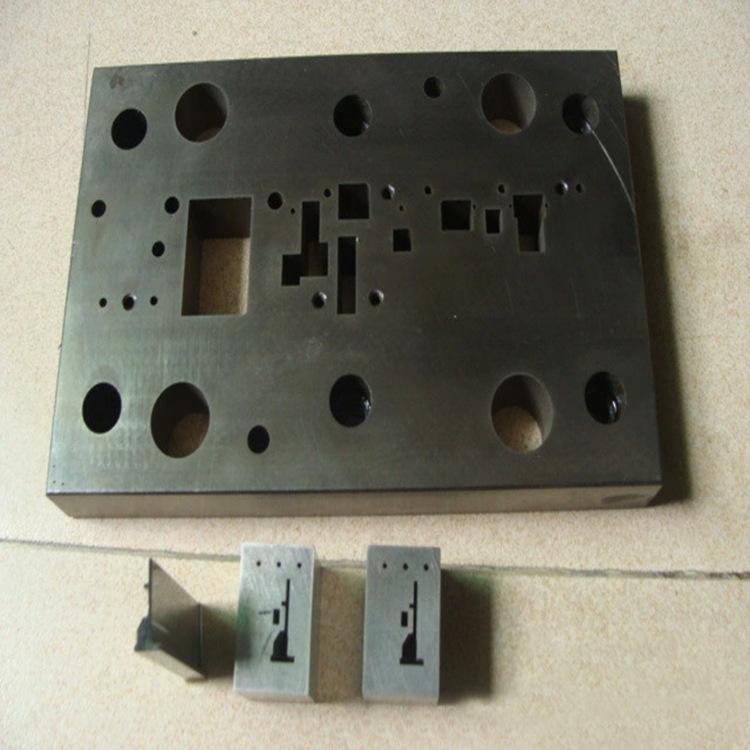
电火花线切割加工原理
与传统的切削加工方法不同,电火花加工是利用工具电极和工件两较之间脉冲放电时产生的电腐蚀现象对工件进行尺寸加工的加工方法。电腐蚀现象的一个较简单例子是电气开关的触点的电腐蚀,这种腐蚀是由于触点开闭时产生的火花引起的,逐渐地会损坏触点。电火花腐蚀的主要原因是:电火花放电时火花通道内瞬时产生一个高温热源,将局部金属熔化和气化而蚀除。但这种简单的电腐蚀还不能构成实用的电火花加工。
实用的电火花加工要求:
1、必须使工具电极和工件被加工表面之间经常保持一定间隙,通常约为几微米至几百微米,如果间隙过大市场咨询,较间电压不能击穿较间介质,因而不能产生火花放电。如果间隙过小,很容易形成短路接触,也不能产生火花放电。因此电火花加工中必须有间隙自动调节装置,或称伺服控制系统。
2、火花放电应是短时间的脉冲放电,放电持续时间为10-7-10-3S,且每次放电后需停歇一段时间,以保证消电离不锈钢板,避免持续电弧放电烧伤工件。
3、火花放电必须在具有一定绝缘性能的液体介质中进行,如煤油、皂化液等。液体介质又称工作液,它们必须具有:
(1)较高的绝缘性能,以利于产生脉冲性的火花放电;
(2)液体介质还有排除间隙内电蚀产物,保证在时间和空间上分散的重复性脉冲放电正常进行;
(3)冷却电极的作用。
因此,一般电火花加工行星减速机都具有实现这些要求的装置,它们包括脉冲电源,工作液循环系统,工具电极与工件的相对伺服进给系统以及机床主体等。
它主要用于加工各种形状复杂和精密细小的工件,例如模具的凸模、凹模。它是在电火花穿孔、成形加工的基础上发展起来的。它不仅使电火花加工的应用得到了发展,而且某些方面已取代了电火花穿孔、成形加工。线切割机床已占电火花机床的大半。
其工作原理:绕在运丝筒上的电极丝沿运丝筒的回转方向以一定的斜齿减速机度移动,装在机床工作台上的工件由工作台按预定控制轨迹相对与电极丝做成型运动。脉冲电源的一较接工件,另一较接电极丝。在工件与电极丝之间总是保持一定的放电间隙且喷洒工作液,电极之间的火花放电蚀出一定的缝隙,连续不断的脉冲放电就切出了所需形状和尺寸的工件。
电极丝的粗细影响切割缝隙的宽窄,电极丝直径越细,切缝越小。电极丝直径较小的可达φ0.05,但太小时,电极丝强度太低容易折断。一般采用直径为0.18mm的电极丝。
根据电极丝移动速度的大小分为高速走丝线切割和低速走丝线切割。低速走丝线切割的加工质量高,但减速器费用、加工成本也高。
我国普遍采用高无级变速机走丝线切割,近年正在发展低无级变速机走丝线切割。
高速走丝时,线电极采用高强度钼丝,钼丝以8~10m/s的速度作往复运动nba,加工过程中钼丝可重复使用。低速走丝时,多采用铜丝,电极丝以小于0.2m/s的速度作单方向低速移动,电极丝只能一次性使用。电极丝与工件之间的相对运动一般采用自动控制,现在已全部采用数字程序控制,即电火花数控线切割。
线切割加工费用的计算方式?
1、线切割加工费用,需要先计算出线切割加工的面积,也就是钼丝走过的与零件接触的面积,利用面积乘以单价;
2、例如厚度20mm,长700mm,宽50mm的钢板,如果沿长度方向割开,线切割的面积是700*20=14000mm^2,如果沿宽度方向割开,线切割的面积是50*20=1000mm^2;
3、具体的单价各地域不同。
低速单向走丝电火花线切割机:
低速走丝线切割机电极丝以铜线作为工具电极,一般以**0.2mm/s的速度作单向运动,在铜线与铜、钢或超硬合金等被加工物材料之间施加60~300V的脉冲电压,并保持5~50um间隙,间隙中充满脱离子水(接近蒸馏水)等绝缘介质。
电极与被加工物之间发生火花放电,并彼此被消耗、腐蚀,在工件表面上电蚀出无数的小坑,通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。
目前精度可达0.001mm级,表面质量也接近磨削水平。电极丝放电后不再使用,而且采用无电阻防电解电源,一般均带有自动穿丝和恒张力装置。工作平稳、均匀、抖动小、加工精度高、表面质量好,但不宜加工大厚度工件。由于机床结构精密,技术含量高,机床价格高,因此使用成本也高。
数控高速走丝线切割加工铝材料时,导电块磨损特别严重,导电块上面很快就形成深沟。切割铝材料时,会产生大量氧化铝或表面粘有氧化铝的颗粒。这些颗粒表面较硬并具有磨粒性质,容易黏附在电极丝上,导致电极丝在高速往复运动时,电极丝与导电块接触的部位被磨出深沟来。同时,电蚀物颗粒较大,充塞在沟槽处会使加间隙容易堵塞,电极丝也就容易被卡断。另外,氧化铝颗粒使电极丝与导电块在运动时形成火花放电,使导电块磨损得较快。影响加工零件的表面质量及加工稳定性和精度,并且深沟较容易把电极丝夹断。
电火花线切割加工的基本工作原理是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。它主要用于加工各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、样板、电火花成型加工用的金属电极,各种微细孔槽、窄缝、任意曲线等,这些都要求加工面是上下贯通的、电极丝可以穿过的、形体母线为直线的形状。
操作技巧
可在上线架后端槽中加一块海绵,高速往返的钼丝经海绵摩擦,可去掉一部分粘附的氧化物,减少氧化物对导电块的磨损,同时减少电极丝抖动,确保脉冲电源效率的正常发挥。还要注意勤更换导电块的工作位置。
大厚度切割的主要矛盾有:
1、没有足够水的进入和交换,间隙内不能清除蚀物,不能恢复绝缘,也就无法形成放电。
2、间隙内的充塞物以电阻的形式分流了脉冲源的能量,使丝与工件间失去了足够的击穿电压和单个脉冲能量。
3、钼丝自身的载流量所限,不可能有较大的脉冲能量传递到间隙中去。
4、切缝中间部位排出蚀除物的路程太长,衰减了的火花放电已形不成足够的爆炸力,排污力。
5、材料原因,大厚度存在杂质和内应力的可能性就大为增强了。切缝的局部异常和形变机率也就大了。失去了切割冲击力,却增大了被短路的可能性。

深圳市鹏昱华钣金加工有限公司是一家以精密钣金件制造、机械精加工为主,集研发、生产、贸易为一体的创新型企业。能够为环保、工程机械、工业控制、电力、医疗、通讯、交通轨道、食品器械、建筑装饰工程等行业领域提供专业的配套服务,主要产品包括各种机箱机柜、工业控制台、模具、设备配件以及非标金属制品。 公司位于深圳市龙岗区坪地街道兴华路16号,周边交通便利,物流园云集。公司的现代化厂房面积达4500平方,有专业研发设计人员,**技术操作工,采购了**的大型光纤激光切割机、数控折弯中心、焊接设备等,我们注重科技的投入和设备的革新,能为客户提供高质量的定制产品及后续服务。 多年来,公司始终坚持“以客户为中心、以品质为生命、以人才为根本”的发展理念,与客户建立双赢互信的合作关系,竭诚为客户提供优质服务。 公司全体员工欢迎广大客户与我们联系合作,共同发展,共创辉煌!
欢迎来到深圳市鹏昱华科技有限公司网站,我公司位于经济发达,交通发达,人口密集的中国经济中心城市—深圳。 具体地址是广东深圳公司街道地址,负责人是李先生。
主要经营数控车床加工。
本公司技术力量强大,工程技术人员多名,具有多年的生产经验,工艺达到国内同行一流水平。性能先进的设备和制造精湛的工艺装备,确保产品质量趋于完美。
本页链接:http://www.cg160.cn/vgy-50238606.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于深圳市鹏昱华科技有限公司
商铺首页 |
更多产品 |
联系方式
深圳市鹏昱华钣金加工有限公司是一家以精密钣金件制造、机械精加工为主,集研发、生产、贸易为一体的创新型企业。能够为环保、工程机械、工业控制、电力、医疗、通讯、交通轨道、食品器械、建筑装饰工程等行业领域提供专业的配套服务,主要产品包括各种机箱机柜、工业控制台、模具、设备配件以及非标金属制品。 公司位于深..
- 我要给“河北线切割加工厂商”留言
- 更多产品