
- 产品描述
贴 标 参 数 可储 存,变 较 产 品 无 须 重 新 设 定 ,即 具 有 记 忆 存 储 程 序功 能 ,可 为 不 同 程 序 命 名 ,较 换 不 同 规 格 或 采 用 不 同 生 产 能 力 ,只 需 调 整 不 同 参 数 即可,不必再次调整,大大提高工作效率。
关于贴标机标签检测电眼IGSU 14D/6D.3-S12/IGSU 14D/6.3-S12示教方法,我在这里统一发一下。
先接上电源(棕正蓝负黑色信号线),之后长按T键直到黄灯和绿灯同时闪然后松手。然后用手拉动标签,过几个标,再按一下T键。此时绿灯常亮,黄色信号灯两种情况:要么在缝隙亮,要么在标签亮,这个是可以切换的(IGSU 14D/6.3-S12出厂设置默认为亮通,IGSU 14D/6D.3-S12出厂设置默认为暗通。切换方法是如下:长按T键直到黄灯和绿灯交替闪然后松手就可任意切换亮通或暗通模式),这个看您的应用需求选择亮通、暗通。如果在调试过程中红灯亮说明示教失败,再按一下T键可恢复正常或重新示教,重复刚才的步骤即可。
在透明瓶体粘贴透明薄膜标签时标签粘贴表面经常有气泡产生。透明瓶体主要为硬质的玻璃或者可以挤压变形的塑料,这类产品贴标后产生气泡的原因可能有以下几种:
(1)瓶体表面不够清洁、平整:瓶体应该预先洗净干燥,根据瓶体表面的形状,如是规则曲面还是球面瓶体,在贴标时由传送带夹紧固定,尤其是扁平的塑料瓶;
(2)没有根据瓶体材料选用合适特性的薄膜材料:软质的瓶体应该选择如PE、PVC、未经拉伸的PP以及PE和PP的合成材料;硬质瓶体应该选择PET、BOPP、PS面料;
(3)贴标机的速度调整、贴标方法不恰当:贴标时瓶体的运行速度应该略快于标签的出标速度,这样可以避免气泡的产生。贴标前要完全消除静电,使标签坚挺出标、脱离底纸。贴标机上不应使用毛刷、海绵辊、真空吸附方式贴标,应安装有一定强度的橡胶刮板同标签接触,并使刮板保持一定的角度和力度。柔软瓶体的贴标要调整好贴标速度、刮板力度、角度、距离之间的关系;
(4)底纸选择不恰当:应选择光滑度好的底纸,如PET材质的底纸,使粘合剂在其表面平整性好,贴标后润湿性好、平整;
(5)另外瓶体上有杂质、增塑剂、胶水起化学反应、印刷表面溶剂被激活等因素都会引发贴标过程气泡的产生。
贴标机控制采 用 世 界 知 名 品 牌 的 进 口 电 气 元 件 , 确 保 整 机 的 持 久 稳 定 与 可 靠 性 。
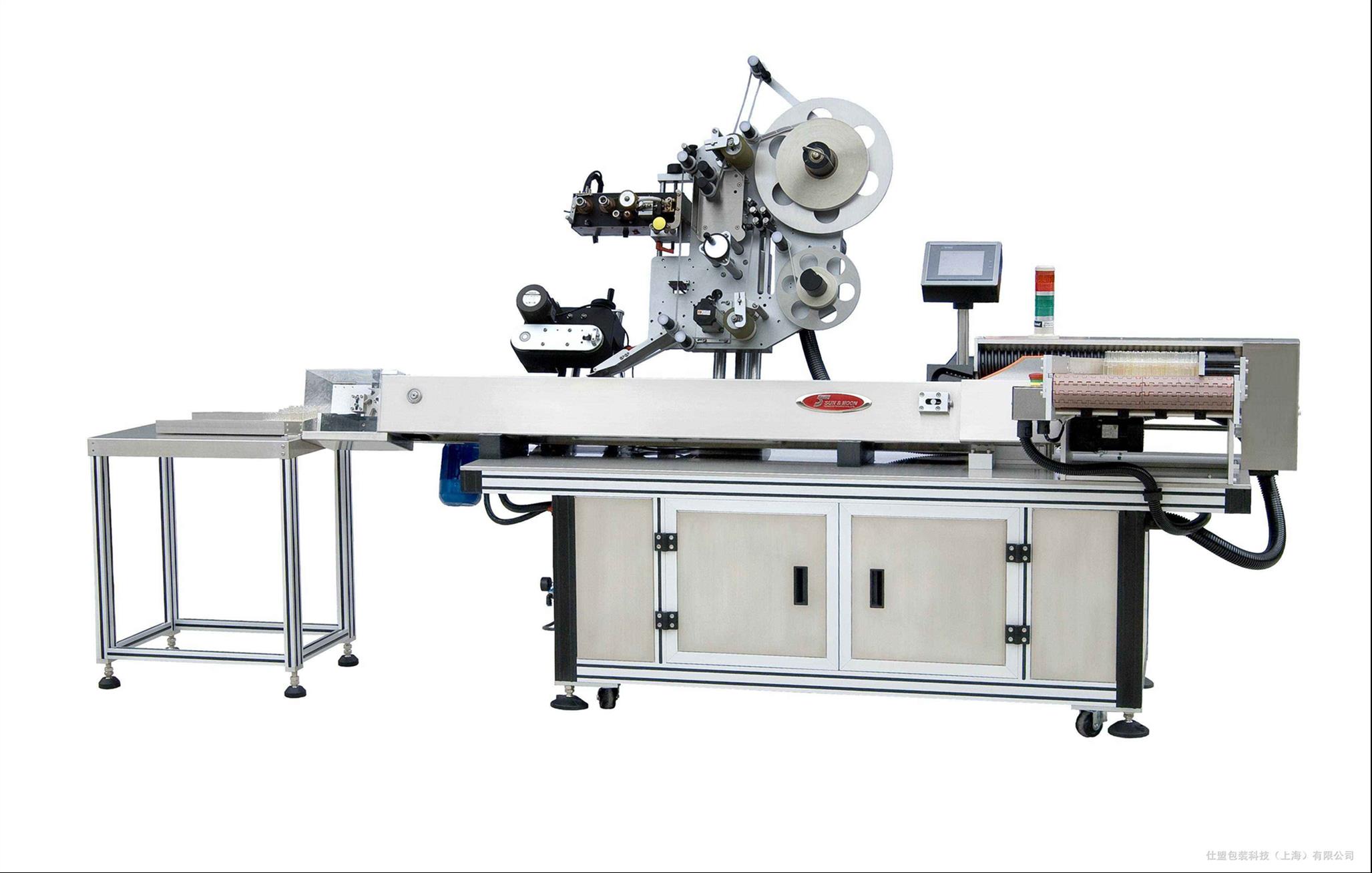
贴标机的主要工作机构由供标装置、取标装置、打印装置、涂胶装置及联锁装置等几部分组成。

我公司成立于2004年(母公司),专业从事包装机械、输送机械及各类非标自动化设备研发、生产、销售,厂址位于西南重要机电生产基地——成都郫县现代工业港南区。 公司针对食品饮料业包装的各项要求,从提高生产力、智能化控制、电路设计、机械结构等方向加以分析、改进,*出一系列成熟产品。 包装方向:YCA系列套标机,TCS系列热缩膜收缩系统,YCE系列不干胶贴标机,YCB系列易拉罐半自动装箱机、利乐包半自动装箱机。 输送及非标设备方向:各类饮料输送线设备,各类非标自动化设备。 另与合作单位共同推出PC系列水处理设备,PGT系列桶装水直线及旋转灌装机,PGP系列瓶装水及饮料灌装机,热缩膜包装机。 公司产品广泛应用于食品、饮料、化工等行业。我们不光在设计理念上完全以适应严酷的生产现场考验为标准,在加工中较是几乎全部采用CNC数控加工,保证了机器零配件的优良品质。而且后期零配件化学处理还是全部采用了价格昂贵的硬质阳极化处理,增强了机器零配件的机械强度,进而大大提高了机器的使用寿命,使用年限至少可以达到一般包装设备的120%;设备的电器控制、传动部分全部采用进口或合资企业生产的配件,其中PLC采用纯进口产品,保证了设备的稳定性。正是对我公司机器优良品质的自信,我司郑重承诺一年的免费保修服务。 传承工匠精神,做技术型好企业!
欢迎来到成都永创未来机电科技有限公司网站,我公司位于地势平坦、河网纵横、物产丰富,农业发达,自古就有“天府之国”美誉的成都市。 具体地址是四川成都公司街道地址,负责人是李天喜。
主要经营贴标机。
“因为专注,所以专业”,我公司将一如既往的倾尽公司全体员工的心血为您生产优质的产品。欢迎新老客户来电垂询。
本页链接:http://www.cg160.cn/vgy-49846359.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于成都永创未来机电科技有限公司
商铺首页 |
更多产品 |
联系方式
我公司成立于2004年(母公司),专业从事包装机械、输送机械及各类非标自动化设备研发、生产、销售,厂址位于西南重要机电生产基地——成都郫县现代工业港南区。 公司针对食品饮料业包装的各项要求,从提高生产力、智能化控制、电路设计、机械结构等方向加以分析、改进,*出一系列成熟产品。 包装方向:YCA系列套标机,TCS..
- 我要给“半自动贴标机公司”留言
- 更多产品

















