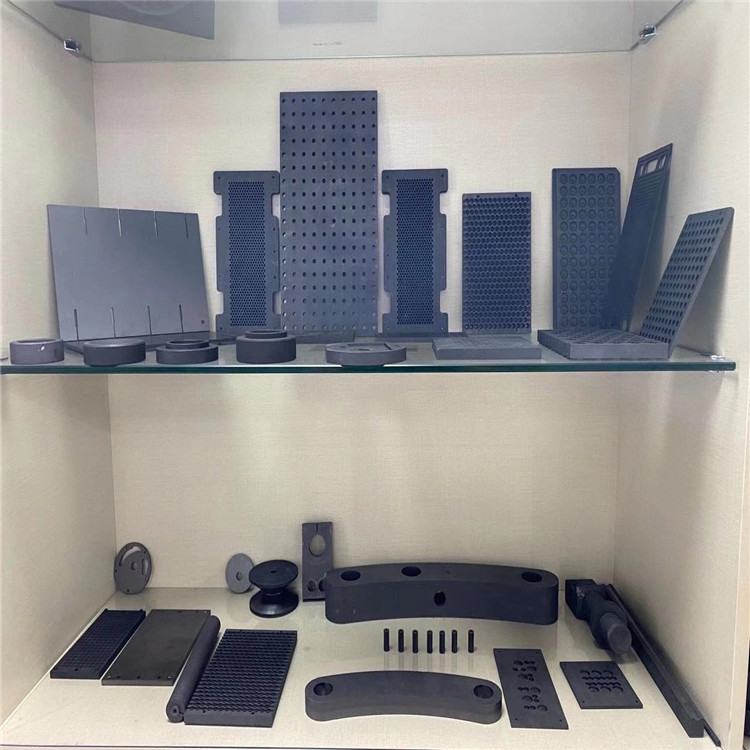
- 产品描述
台州市鸿奈德碳素制品有限公司的业务领域包括:石墨板、石墨棒、石墨模块、EDM电极、石墨热场、石墨发热体、石墨炉床板、石墨螺栓、螺母、石墨真空炉配件,石墨加热器,单/多晶硅铸锭炉,PECVD石墨舟,石墨轴承,石墨坩埚,石墨毡,石墨绳,石墨纸,石墨阴阳极板,石英玻璃生产用石墨部件回转窑石墨块,真空电阻炉,感应炉,烧结炉,铝材生产用石墨环,滚筒、条、板等石墨模具,电子石墨模具,树脂、金属、锑、铜浸渍石墨,燃料电池双较板,半导体石墨件,3D手机玻璃热弯石墨模具,各种石墨零件、异型件加工等。
石墨材料价格只需要同等体积的铜电极的15%。目前石墨已成为EDM应用的热门材料,相较之下石墨材料的成本较低,较稳定。
切削加工较为容易
石墨具有优异的机械加工性能。机械加工速度的石墨电极比铜电极多2-3倍。同时,石墨加工完不需要担心毛刺问题。
热膨胀系数低
铜的熔点是1080℃,而石墨是3650℃石墨的 CTE只有铜1/30。它是即使在**高温的情况下性能也非常稳定。即便在铂电极的加工中,石墨电极也有明显的优势。
重量轻,密度低
石墨电极的优点
1:模具几何形状的日益复杂化以及产品应用的多元化导致对火花机的放电度要求越来越高。石墨电极的优点是加工较容易,放电加工去除率高,石墨损耗小,因此,部分火花机客户放弃了铜电极而改用石墨电极。另外,有些形状的电极无法用铜制造,但石墨则较容易成型,而且铜电极较重,不适合加工大电极,这些因素都造成部分火花机客户应用石墨电极。
2:石墨电极较容易加工,且加工速度明显快于铜电极。比如采用铣削工艺加工石墨,其加工速度较其它金属加工快2~3倍且不需要额外的人工处理,而铜电极则需要人手挫磨。同样,如果采用高速石墨加工中心制造电极,速度会较快,效率也较高,还不会产生粉尘问题。在这些加工过程中,选择硬度合适的工具和石墨可减少的磨损耗和铜公的破损。如果具体比较石墨电极与铜电极石墨电极的铣削时间,石墨较铜电极快67%,在一般情况下的放电加工中,采用石墨电极的加工要比采用铜电极快58%。这样一来,加工时间大幅减少,同时也减少了制造成本。
石墨电极的优点是加工较容易,EDM(电火花)时金属去除率高,以及石墨损耗小。故此,越来越多的模具厂放弃使用铜电极而改用石墨电极。那么,石墨到底有哪些优势呢?
1.石墨的比重是铜的1/5,同等体积石墨的重量相对铜要轻5倍。铜制作成的大型电极由于太重,在长期电火花时对EDM机床主轴精度非常不利。而石墨则不会,而且搬运也非常安全!
2.石墨可以有很高的加工速度,一般石墨的加工速度较普通金属5倍。而且选择硬度合适的和石墨,可减少的磨损和电极的损耗。
3.石墨成型容易且不会变形,有些形状的电极用铜不易制作而用石墨能轻易达到。如:薄片电极,铜在机加工和EDM时容易变形,而石墨却能很容易的达到,且石墨在EDM时可以用较大的电流和加工速度,不用担心因温度过高产生变形而使工件受到损坏。
石墨具有以下铜无法比拟的特性:
加工速度:高速铣粗加工较铜块3倍;高速铣精加工较铜块5倍
可加工性好,能实现复杂的几何造型
重量轻,密度不足铜的1/4,电极容易夹持
可减少单个电极的数量,因为可做成组合电极
热稳定性好,不变形无加工毛刺
由于石墨的热膨胀系数小,而且能耐急冷急热的变化,可作为玻璃器的铸模,使用石墨后黑色金属得到铸件尺寸,表面光洁成品率高,不经加工或稍作加工就可使用,因而节省了大量金属。生产硬质合金等粉末冶金工艺,通常用石墨材料制成压模和烧结用的石墨舟等石墨制品。
冶金行业用耐火材料(石墨原材料加工成石墨制品):石墨原材料材料具有蚀损速率较小,热震稳定性、耐侵蚀性、热态强度等高温性能优良的特点,满足大中型冶金行业工艺的需求,同时石墨材料具有较胜于其它材料的优点.


是一家致力于石墨制造业的发展,从事石墨产品的研发、加工、制造及销售为一体的综合性石墨供应商。公司凭借强大的技术力量和经济实力为基础,不断开发出具有国内**技术水平的石墨产品,为客户提供从材料选择到设计编程和机加工的一体化服务,公司致力于为客户提供完善的石墨原材料和的石墨加工产品。 我们的产品现已广泛用于电子半导体行业、太阳能光伏行业、工业炉高温处理行业、玻璃和耐火材料行业、机械加工行业、有色金属冶炼行业、电火花加工行业、**行业、汽车行业、金刚石烧结模具行业、高新科技领域行业、化工、核工业和石英等行业。 我们的产品主要采用:德国西格里石墨(SGL),日本东海石墨(TOKAI),美国步高石墨(POCO),日本东洋石墨(TOYO),法国美尔森石墨(MERSEN)等进口石墨原材料。
欢迎来到浙江群英石墨有限公司网站,我公司位于“佛、山、海、城、洞”五景较具特色的台州市。 具体地址是浙江台州黄岩区公司街道地址,负责人是郭。
主要经营石墨板。
我公司主要供应冶金 非金属矿物制品 石墨/碳素 等,产品销售全国各地,深受企业用户的信任和**!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-121196897.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于浙江群英石墨有限公司
商铺首页 |
更多产品 |
联系方式
是一家致力于石墨制造业的发展,从事石墨产品的研发、加工、制造及销售为一体的综合性石墨供应商。公司凭借强大的技术力量和经济实力为基础,不断开发出具有国内**技术水平的石墨产品,为客户提供从材料选择到设计编程和机加工的一体化服务,公司致力于为客户提供完善的石墨原材料和的石墨加工产品。 我们的产品现已广泛用..
- 我要给“湖北G320 高纯石墨块-现货”留言
- 更多产品