
 扫一扫来撩
扫一扫来撩 - 产品描述
焊接残余应力是构件还未承受荷载而早已存在构件截面上的初应力,在构件服役过程中,和其他所受荷载引起的工作应力相互叠加,使其产生二次变形和残余应力的重新分布,不但会降低结构的刚度和稳定性而且在温度和介质的共同作用下,还会严重影响结构的疲劳强度、抗脆断能力、抵抗应力腐蚀开裂和高温蠕变开裂的能力。
对结构刚度
振动时效技术简介:
振动时效技术,国外称之为“Vibrating Stress Relief”简称“VSR”,旨在 通过的振动时效设备,使被处理的工件产生共振,并通过这种共振方式将一定的振动能量传递到工件的所有部位,使工件内部发生微观的塑性变形――被歪曲的晶格逐渐 回复平衡状态。位错重新滑移并钉扎,从而使工件内部的残余应力得以和均化,终防止工件在加工和使用过程中变形和开裂,保证工件尺寸精度的稳定性。
振动时效技术适用范围:
振动时效适应于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等铸件、锻件和焊接件及其机加工件。
振动时效与热时效特点比较
项目 热时效 振动时效
应力 30-80% 30-60%
能源消耗 高 比热时效节能95%
环境保护 有烟气粉尘废渣排放 无污染
尺寸稳定性 较好 比热时效提高30%以上
生产费用 150-300元/吨 4-10元/吨
时效周期 20-60小时 20-50分钟
抗变形 较差 比热时效提高30-75%
时效氧化 较大 可忽略不计
时效变形 有 无
大型工件 无法进炉处理 可方便地处理
JG-100 经济型振动时效 简介
1、 纯手动控制,电压表,电流表等参数均可调节
2、手动扫频,时效频率固定
3、功能简单,经济性,*
4、电路具有移向范围宽,自动稳压,过流过载保护
5、时效处理时间,人工控制
JG-100经济型 振动时效装置 技术参数:
型 号
主要技术参数
K1
K2
K3
K4
K5
激振力(KN) 5 15 30 40 50
调速范围(r/min) 1000~10000 1000~8000 1000~8000 1000~8000 500~8000
可处理工件重量(T) 0~2 0~20 0~50 0~100 0~500
电机功率(W) 600 1200 1500 2200 3500
JG-90 超声波冲击设备功能简介:
★数字化动态显示电流频率,直观体现时效过程。
★时间预设功能,较易掌握冲击速度,提高操作规范。
★设置音频按钮,做到时效处理双开关,降低操作者工作强度。
★报警指示灯,的稳频、恒幅控制电路,过热、过载保护能,完全排除现场操作的危险性。
★工件焊接应力率可达到并产生理想压应力,是目前国内外焊接残余应力的理想设备。
★工具头,采用钢材,结构紧凑,不易损坏。内部加装变幅杆保护垫,大大延长变幅杆的使用寿命。
★ 可提高焊接接头疲劳强度50%-120%,疲劳寿命延长5-100倍。
★ 不受工件形状、结构、材质、重量、板材厚度、场地之限制。
★可将焊趾处的焊接余高,凹坑咬边等现象理想化处理至几何过度,降低应力集中系数。
★可去除焊趾处的围观裂纹,弥补熔渣缺陷,同时抑制裂纹提前萌生。
★ 用于焊接残余应力可完全替代热处理等时效方法。
★ 冲击设计,了传统时效设备和**业设备操作笨重,现场无法操作的难题,减少了现场人员劳动量。
★ 对大型结构件的焊缝现场处理、焊缝处理、焊接修复焊缝的应力效果较佳。
★ **宽的频率跟踪范围,可有效跟踪外界因素影响引起的频率变化
★ 采用压电陶瓷换能器,输出强劲,使用寿命长。
★ 经济、实用、环保、节能、、无污染。
JG-90超声波应力机详细参数
输出功率:1500W2、输出频率:20KHz 3、输出振幅:100±5um 4、换能器类型:压电陶瓷5、连续工作时间:18h6、冷却方式:风冷7、处理速度:0.1m~0.5m/min8、电压:AC 220V 50HZ 9、冲击重量:3.6KG
超声波焊接应力设备的基本原理
超声波焊接应力设备的基本原理是利用大功率超声波推动冲击工具以每秒二万次以上的频率冲击金属物体表面,由于超声波的高频、和聚焦下的大能量,使金属表层产生较大的压缩塑性变形;同时超声波焊接应力设备波改变了原有的应力场,产生一定数值的压应力;并使被冲击部位得以强化。
所以超声波焊接应力设备能够显著提高金属焊接接头及结构的疲劳强度,大幅度延长其疲劳寿命;残余拉应力,并使被冲击部位产生压应力,从而提高工件的承载能力;有效改善焊趾的几何形状,大大降低焊趾处的应力集中系数,其效果大大**TIG工艺;焊趾表层微小裂纹和焊接缺陷,抑制裂纹提前萌生;强化金属零件表面,提高表面质量和使用寿命。该设备、节能、无污染、使用方便,不受工件形状、场地、环境的限制,处理效果显著。
超声波焊接应力设备提高焊接接头疲劳性能的基本原理
金属结构件在焊接时,普遍采用熔化焊接的方法,在金属的填充过程中,在接头部位留有余高、凹坑及各种焊接缺陷,造成严重的应力集中;同时还产生一定的焊接残余应力。在绝大多数情况下,残余拉应力对焊接结构的疲劳强度是不利的。同时,大量研究表明,在焊趾部位距离表面0.5mm左右处一般存有熔渣等缺陷,该缺陷较尖锐,相当于疲劳裂纹提前萌生。在应力集中、焊趾熔渣缺陷及焊接残余拉应力的联合作用下,焊接接头的疲劳强度和疲劳寿命被严重降低。
超声波焊接应力设备处理法提高焊接接头疲劳强度和疲劳寿命的基本原理
焊后利用超声波推动冲击工具以每秒二万次以上的频率沿焊缝方向冲击焊缝的焊趾部位,使之产生较大的压缩塑性变形,使焊趾处产生圆滑的几何过渡,从而大大降低了焊趾处余高和凹坑造成的应力集中;了焊趾处表层的微小裂纹和熔渣缺陷,抑制了裂纹的提前萌生;调整了焊接残余应力场,其焊接拉应力,在焊趾附近产生一定数值的残余压应力;并使焊趾部位材料得以强化。因此,超声波焊接应力设备能同时改善影响焊缝疲劳性能几个方面的因素,如:焊趾几何形状、残余应力、微观裂纹和熔渣等缺陷、表面强化等,所以,能大幅度提高焊接接头的疲劳强度和疲劳寿命。



济南九工机电设备有限公司位于“四面荷花三面柳,一城山色半城湖”的华北工业聚集地,历史文化名城,“泉城”济南。孔子曰:有朋自远方来不宜乐乎。九工人本着传承、发扬的企业文化发展理念,以诚实、守信、质量、口碑为本,使九工走在了国内**业的地位,得到了广大客户的一致认可。 我公司主要产品有: 应力系列:智能操作振动时效设备,液晶显示振动时效设备,数码显示振动时效的设备,经济型振动时效设备,超声波冲击设备。 应力检测探伤系列:应力检测仪器设备,以及金属探伤设备,X射线应力检测设备等。 振动时效设备:主要铸造、锻压、焊接、机加工、以及金属工件的内部残余内应力,通过共振振动的方式,改变其内部晶体结构来应力。振动时效的优势在于,效率高,处理时间短,效果好的特点,成为广大客户在生产加工中先选择的产品。 我公司有新产品研发部门,生产部门,销售团队,以及国内市场分组,**售后人员。为用户提供一站式产品售前、售中、售后服务。
欢迎来到济南九工机电设备有限公司网站,我公司位于泉水众多,素有“四面荷花三面柳,一城山色半城湖”美誉的济南市。 具体地址是山东济南天桥区公司街道地址,负责人是杨东升。
主要经营振动时效,振动时效仪,振动时效机应力消除设备,时效震动仪。
单位注册资金:人民币 50 万元 - 100 万元。
价格战,是很多行业都有过的恶性竞争,不少厂家为了在价格战役中获胜,不惜以牺牲产品质量为代价,而我们公司坚决杜绝价格战,坚持用较优的原材料及较**的技术确保产品质量,确保消费者的合法利益。
本页链接:http://www.cg160.cn/vgy-120386547.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于济南九工机电设备有限公司
商铺首页 |
更多产品 |
联系方式
济南九工机电设备有限公司位于“四面荷花三面柳,一城山色半城湖”的华北工业聚集地,历史文化名城,“泉城”济南。孔子曰:有朋自远方来不宜乐乎。九工人本着传承、发扬的企业文化发展理念,以诚实、守信、质量、口碑为本,使九工走在了国内**业的地位,得到了广大客户的一致认可。
我公司主要产品有:
应力系列:智能操..
- 我要给“效果好时间短 南宁配件销售诚招代理商 时效机”留言
- 更多产品
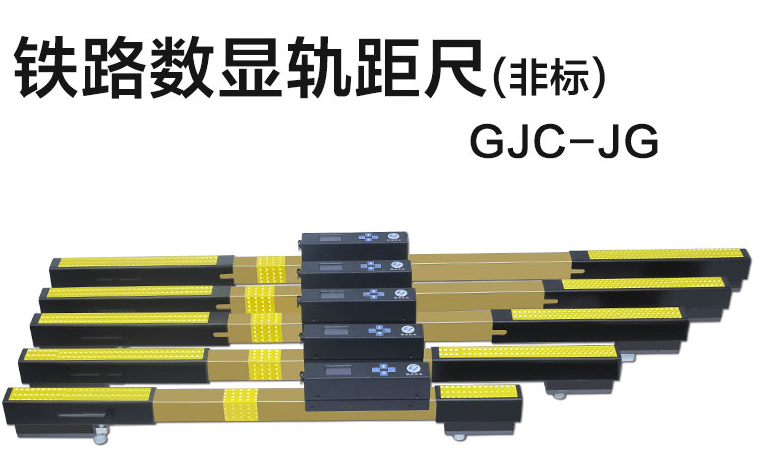
标准轨距数显轨距尺铁路工程测量GJC-JG2型2级

大连YDA高温汽水换热器

美国Humboldt_H5600网盖式高温燃烧喷灯
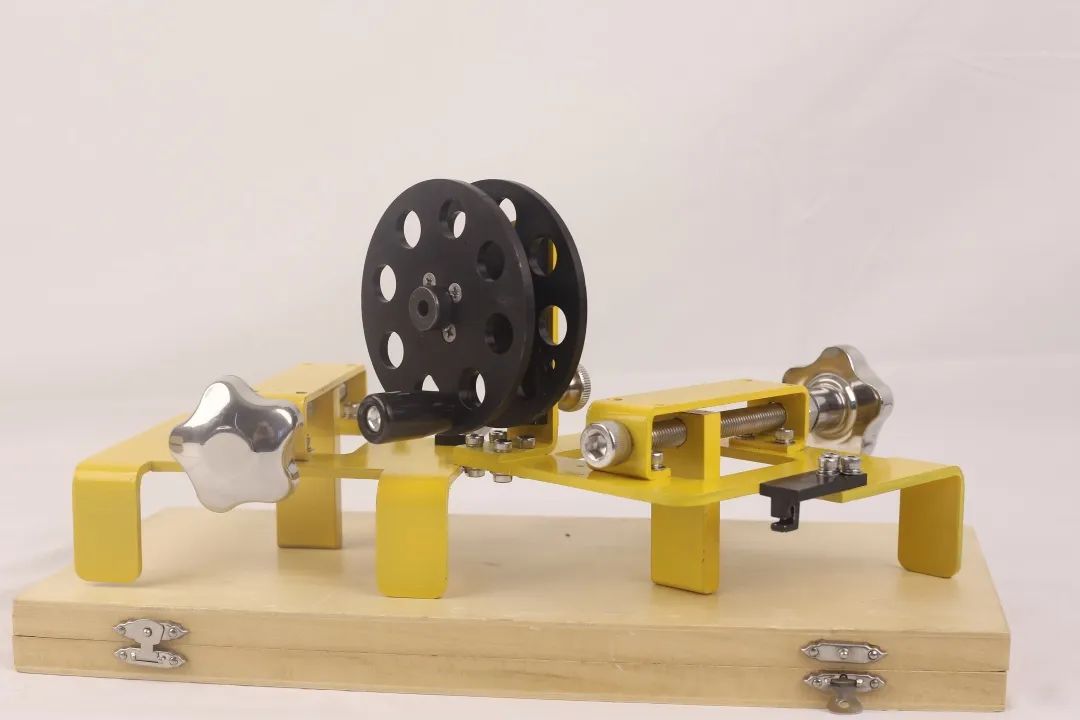
联杰钢轨曲线正矢量测量便携式弦线架100米量程LJ-XXJ

2024-2030年中国车用胶管市场风险评估及投资竞争力调研报告
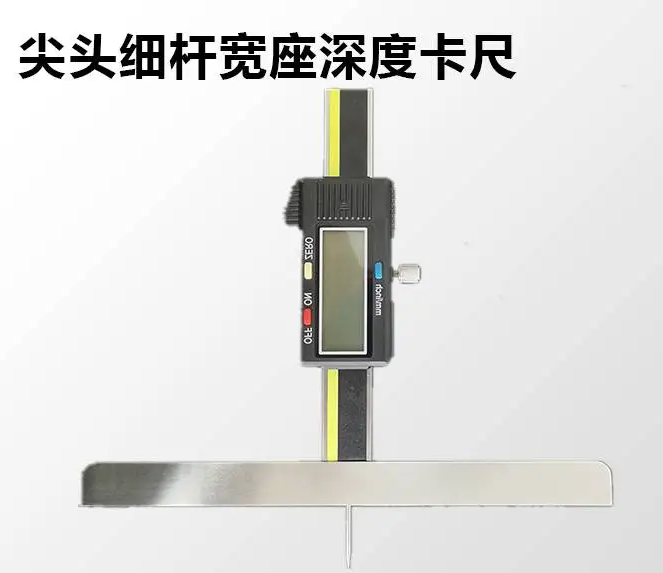
联杰高精度数显式尖头细杆宽座深度卡尺LJ-SD-B

好声音配音提供广播剧配音服务
中国智能硬件行业前景预测及投资商机分析报告2024-2030年
中国耐高温光纤市场运营策略及投资前景展望报告2024-2030年

联杰加长型滑动式钢轨磨耗尺数显游标式磨耗尺LJ-HGM-L
中国经皮穿刺手术机器人市场企业策略及投资前景评估报告2024-2030年






