
- 产品描述
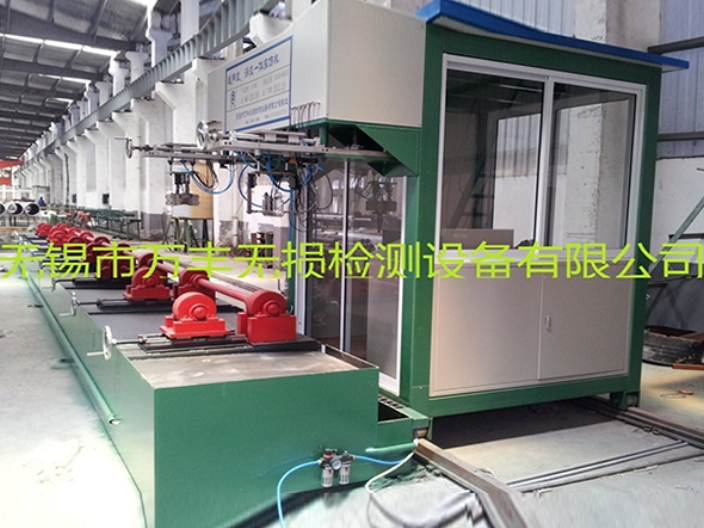
所有系统都必须使用适当的参考标准进行校准——就像任何无损检测方法一样,并且是任何涡流测试程序的重要组成部分!校准块的材料、热处理条件、形状和尺寸必须与待测物品相同!对于缺陷检测,校准块包含模拟缺陷的人工缺陷,而对于腐蚀检测,校准块具有不同的厚度!涡流方法需要高技能的操作员-培训**!涡流探伤仪螺纹探头用于扫描外螺纹!首先,在校准样品上调整灵敏度和相位以确保准确性!然后调整相位角以提供水平提升矢量!加增益,实现全屏高度!螺纹的同一部分用于校准ACPD设备,然后用于测量螺纹根部或侧面的裂纹深度!无损检测设备在提高产品质量、**生产安全方面发挥着越来越重要的作用。苏州钢管涡流检测设备供应商
超声波检测钢管壁厚:钢管的壁厚检测常采用超声检测中的共振式和脉冲反射式两种方式逬行!振式检测壁厚的原理是利用频率在一定范围内由于变化所产生的正弦波电信号来刺激晶片,这时压电晶片就会产生频率连续变化的声波,并指向试件内部,共振原理中,如果试件的厚度是半波长的整数倍,那么试件内就会形成驻波,从而产生共振!然后依据波长和壁厚之间的公式关系来求出壁厚!但一般腐蚀的钢管厚度检测不可以用这种方法,因为共振式测厚要求试件的上下表面平坦,腐蚀性的钢管表面粗筮,较唯检测!脉冲反射式测厚的原理是利用厚度与声速及超声波在试件中的传播时间的关系来确定壁厚!内蒙古管棒材超声波涡流联合检测设备厂家无损检测设备在核电站等高风险领域的应用,有助于**人员和环境的安全。
近年来,随看国内工业及能源经济的迅速发展,能源和交通等基础投资相应的増加,对钢管油管的需求也不断增加,使其广泛应用于石油、石化和建筑等行业!钢管油管作为一种技术复杂的深加工金属制品,金属材料的质呈决定了钢管的质量,这就要求金属材料的物理化学性质良好,材料均匀,成分纯度高等!在实际的生产使用过程中,若钢管内部存在缺陷会给工程质量安全留下隐患,会引发严重的事故,因此对其的质星检测也得到了广泛的关注!目前,钢管的检测方法主要有涡流法、超声法、漏磁法,这些检测方法各有其优缺点,下面就三种检测方法做一对比分析!
超声波是频率很高的声波,定向性很强,尤如手电筒发出的一束光,射到物体时,会被反射回来。超声波探头内,有个压电晶片,施加一个**脉冲电压,就会产生超声波脉冲,当把探头压紧在光洁的被测工件上时,超声波束就会传入工件,以每秒数千米的声速前进,当碰到裂缝等缺陷时,从缺陷表面反射回来,传回到探头晶片上,产生回波电压。经仪器处理后,从声波来回所花费时间,再扣除掉晶片到探头表面保护膜所化的时间(称作探头零点),乘上声速就是超声波脉冲走过的路程称作声程,也就是从探头表面,声波入射到工件的点(称作入射点)到缺陷之间的距离,同时从回波电压大小也可推算出缺陷大小。由于**时晶片强裂振动,震动哀减下来需要一定时间,此期间收到的回波混在余震中无法区别,故小探测距离一般为5mm以上。如要探测近距离缺陷,需用频率高阻尼好的探头或双晶探头无损检测是工艺改进的关键环节,有助于提升产品制造效率。
超声波在被检测材料中传播时,材料的声学特性和内部组织的变化对超声波的传播产生一定的影响,通过对超声波受影响程度和状况的探测了解材料性能和结构变化的技术称为超声检测。超声检测方法通常有穿透法、脉冲反射法、串列法等超声波探伤仪是一种便携式工业无损探伤仪器,它能够快速、便捷、无损伤、精确地进行工件内部多种缺陷(裂纹、疏松、气孔、夹杂等)的检测、定位、评估和诊断。既可以用于实验室,也可以用于工程现场。广泛应用在锅炉、压力容器、航天、航空、电力、石油、化工、海洋石油、管道、船舶制造、汽车、机械制造、冶金、金属加工业、钢结构、铁路交通、核能电力、高校等行业。无损检测数据记录对于后续分析和评估至关重要。安徽全自动焊管焊缝涡流检测设备供应商
无损检测设备的应用不仅关乎产品质量和企业效益,较关乎社会的可持续发展。苏州钢管涡流检测设备供应商
管线管无损检测:主要包括管体无损检测和管端无损检测两部分:无缝管管体指整根钢管,焊管管体指不包括焊缝和热影响区的整个钢管;管端指不能被自动检验系统覆盖的部分,对于焊管应不小于200mm管端范围内,但要注意不同的标准规范对管端范围的要求各不相同!要求对钢管焊缝的无损检测采用一种方法或几种方法的组合,焊缝类型为SAW(埋弧焊接)和钢带(卷)/钢板对头的射线检测可协商采用射线检测代替超声检测,见表1!标准要求所有PSL2无缝(SMLS)管,以及PSL1的钢级为L245或B级的淬火加回火无缝管,应按表2的规定进行全长(**)无损检测!苏州钢管涡流检测设备供应商

无锡市万丰无损检测设备有限公司座落于美丽的太湖之滨,地处无锡市惠山区经济开发区,成立于2006年。公司专注于无损检测技术及设备的研发、设计、制造与服务,具有丰富的无损检测实践经验和雄厚的技术力量,产品不断创新进步,用户遍布全国各地,并**东南亚数国。
欢迎来到无锡市万丰无损检测设备有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡惠山区公司街道地址,负责人是黄志强。
主要经营无损检测设备|探伤机|超声波探伤机|涡流探伤机。
单位注册资金:人民币 10 万元 - 30 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-119767378.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 南京二手110千瓦粉碎机电话 木材粉碎机 · 生产自动化设备 空调生产线 洗衣机流水线 以事后进 上海电子围栏分析 诚信服务 深圳市兰星科技供应 HB控制阀定制 上海福珂流体控制供应 内蒙古TCC球座哪家好 推荐咨询 温州泓睿阀门供应 艾迪科技WHC-1瓦斯含量测定装置基本要求 纸盒割样机 潍坊纸盒割样机生产厂家 上海冻库版四向穿梭车厂家供应 欢迎咨询 牛眼智能物流设备供应 淮安全自动吨袋包装机厂家推荐 南京龙平食品包装供应 深圳Agilent85039B校准件二手 二手工厂仪器回收 安徽国内不锈钢厨房设备多少天 南京嘉申杰厨具供应 龙岗区附近冰淇淋膨化泵性能 推荐咨询 深圳市球形动力科技供应
- 我要给“苏州钢管涡流检测设备供应商 无锡市万丰无损检测设备供应”留言
- 更多产品

鼎熠树脂粉直排振动筛 高效树脂粉除渣筛选机

适用于山特单缸圆锥破碎机配件 位移传感器
鼎熠铝银浆三次元振动筛分机 铝银浆不锈钢除渣旋振筛

玻璃钢电缆沟支架组合式螺钉预埋式滚动电缆托臂

鼎熠苹果汁三次元振动筛 高效苹果汁不锈钢除渣旋振筛

微波多功能实验炉,企业科研院所试验可能选
鼎熠凤梨汁三次元振动筛分机 高效凤梨汁不锈钢除渣旋振筛
鼎熠碳化硅三次元振动筛 高效碳化硅不锈钢除渣筛选机

玻璃钢盖板厂家 长度支持定制 使用广泛 每平米可承重800公斤 耐酸碱

FGG.1K.304.CLAD50Z插拔自锁连接器EGG.1K.304.CLL航空插座0 1 2 3K

中国到越南物流专线您的跨境出口新引擎







