- 产品描述
不能带电插拔插件,不能用兆欧表测试控制回路,否则可能损坏器件。在插拔接插件时,不能拉拔导线或电缆,以防焊接拉脱。接近开关,编码器等不能用硬物撞击。不能用尖锐物碰撞显示单元。电气箱必须放在通风处,禁止在尘埃和腐蚀性气体中工作。不得私自加装、改接PC输入输出端。调换机床电源时必须重新确认电机转向。机床应保持清洁,特别应注意夹紧块、滑块等滑动槽内不应有异物。定期在链条及其它滑动部位加润滑油。在清洗和检修时必须断开电源。开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油);压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不**.13、模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节。助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调正好中心后紧固螺栓。弯管机操作中1、机床开动时注意人体不得进入转臂旋转扫过的范围。机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次。 弯管机可以实现高速和*的生产过程。静安区自动弯管机联系方式
弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。现提供R。(弯曲半径/管外径)关系曲线图(如图示),供用户在选择管子直径与壁厚关系时参考。本图着重反映相对弯曲半径,相对壁厚对弯管质量的影响,根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。静安区自动弯管机联系方式弯管机可以处理不同弯曲半径和弯曲角度的要求。
数控弯管机等等,本文简括分成2种,小直径为主的三维弯管机和大直径为主的型弯机。弯管机的生产能力决定了其应用领域。能够弯曲直径在10mm以下的机型一般用于油路油管(材料薄,合金材料多);弯曲能力在直径为10-38mm的机型,这款机型用途多,用于常见的椅子等管材弯曲;弯管直径为38-50mm是一类机型;弯曲能力在50-76mm的机型,用途不如直径38mm;弯管直径为76-130mm的机型,一般用在汽车排气管等领域;弯管直径在130mm以上就需要型材弯曲机了,比如石油管道等。
所有人员禁止进入转臂及管件扫过的空间范围!机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次,滤油器必须同时清洗。调整机床(模具)时,应由调整者自已按动按钮进行调整。绝不可一人在机床上调整,另一人在控制柜上操作。调整机床或开空车时应卸下芯杆。液压系统压力不可大于14Mpa。手动调整侧缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。工作结束后,切断电源。弯管机可以实现精确的弯曲角度和曲线形状。
液压弯管机在国内的使用量是非常之大的,每年光弯管机维修、弯管机售后保养、液压弯管机配件更换、液压弯管机滑块、机头、三孔板、二孔板、液压弯管机油缸、电磁阀、液压弯管机油泵这些弯管机配件的更换就是非常大的工程。虽然现在的管材加工机械弯管机、切管机、缩管机产品较加倾向于自动化、部分行业原先采用的液压弯管机现在已经全部更换成全自动弯管机、矫直弯管一体机、自动化流水线弯管机等较品质较高化产品,但是部分行业如锅炉行业、大直径管材弯曲加工依然还是需要采用液压弯管机来完成加工、即使大直径管材的弯曲加工工艺复杂、可以采用自动送料和自动空间转角来实现全自动弯管机、但是弯管驱动依然还是采用液压来控制。由于目前我们的液压系统的完善和弯管机控制系统的电器化较加智能强大,液压全自动弯管机或者液压半自动弯管机能够满足大型弯管加工要求。弯管机可以通过调整机架来实现不同弯曲角度。长宁区定制弯管机报价
弯管机可以实现单弯、多弯和复杂曲线的弯曲。静安区自动弯管机联系方式
按下夹管按钮(FIG-4(3)至导模行径之终点(此时在轮模与导模间须有间隙,可以用导模调整螺杆(FIG-7(6)来调整。b、调整导座调整螺杆(FIG-7(6)使导模与轮模完全密合。c、按下或退夹按钮(FIG-(6),再将导模调整螺杆(FIG-顺时针方向转约1/2-1/4圈。d、再将导模座固定螺丝锁紧即可。芯棒安装:a、将芯棒以顺时针方向放入穿心杆。再将芯棒固定螺丝固定即可。(请注意芯棒须配合弯管弯曲的方向)弯管机操作流程编辑管型规整化设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使工装笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,较大地妨碍了机械化、自动化生产,使操作者难以摆脱笨重的体力劳动;大于180°的圆弧使弯管机无法卸模。弯曲半径标准化弯曲半径要尽量实现“一管一模”和“多管一模”。对于一根管子来说,无论有几个弯。弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”。就是同一直径规格的管子应尽量采用同一种弯曲半径,也就是使用同一套模块弯制不同形状的管形,这样才有利于减少模块数量。弯曲半径导管弯曲半径的大小。静安区自动弯管机联系方式


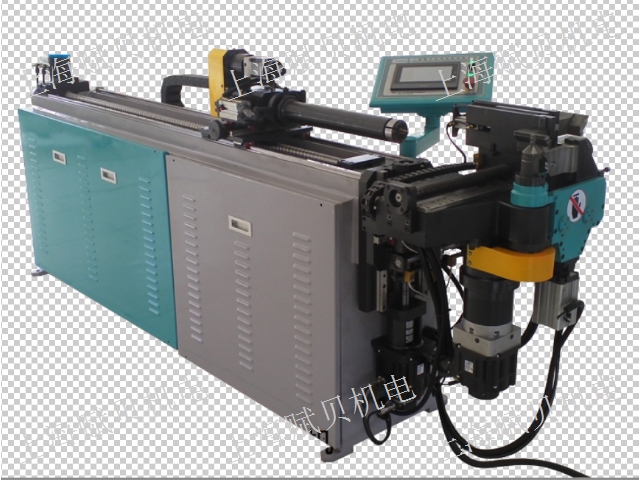
上海赋贝机电设备有限公司,是一家民营独资企业,成立于2012年,注册资金500万元、厂房占地面积2200平方米。是一家专业制造管材加工设备的新型企业,具有**的设计理念,不断革新的技术,相当严格的质量要求,为客户提供整套的管类加工自动化方案;用当前世界主流控制方式的伺服技术,触摸屏人机界面和电脑控制,结合精到的机械制造,生产出成批的自动化机器,成功运用于汽车制造业和空调制造业中的管类加工企业,并具有精度高、工效高、寿命长的特点,受到行业普遍的欢迎。凭借丰富的设计经验和灵活的设计能力,我们还能提供各类非标专设备。至今,已成功的为一些国内外**企业提供了管类加工设备。 公司以诚信、创新、服务、共赢为办企精神,诚信为本,双赢为道的经营理念。我们一直坚定:质量成就品牌,诚信铸就未来! 公司主营产品有:弯管机、全自动双头弯管机、左右弯管机、管端成型机、旋压机、同轴管加工机、扣压机、滚波机、全自动双头倒角机、钢丝校直机、全自动钢丝折弯机、管类加工自动化生产线;各类自动上料机等自动化设备,也能根据客户要求设计制造各种设备以满足客户的特种需求。
欢迎来到上海赋贝机电设备有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海松江公司街道地址,负责人是吴新华。
主要经营CNC弯管机|线材折弯机|管端成型机|旋槽机。
单位注册资金:人民币 50 万元 - 100 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-118368921.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“静安区自动弯管机联系方式 信息推荐 赋贝供”留言
- 更多产品

进口气动刀型闸阀 气动浆液阀 美国RETZ瑞茨

进口气动隔膜阀 衬胶 衬氟 PVC气动隔膜阀 美国RETZ瑞茨
进口气动法兰球阀 开关型 调节型 气动球阀 美国RETZ瑞茨

进口气动内螺纹球阀 单作用 双作用 防爆 三片式气动球阀 美国RETZ瑞茨

弹簧蓄能密封 泛塞密封

LCD显示屏1.14寸TFT彩屏

进口气动焊接球阀 对焊 承插焊 气动三片式球阀 美国RETZ瑞茨

进口气动卡箍球阀 三片式气动快装球阀 美国RETZ瑞茨

西安丰金锐节目演出 开业剪彩 活动道具 舞狮演出 开场舞蹈 梅花桩舞狮

24V10A开关电源适配器胶壳无风扇CCC CE ETL认证

承接西安卷轴启动仪式 活动画轴启动推杆 画轴启动台 启动卷轴台







