
- 产品描述
锻件清理造成的缺陷:1.机械式清理:机械式清理目前都采用滚简喷丸方法,铝合金和镁合金锻件一般不适合用这种方法,因为这些材料较软,喷丸可能破坏锻件上的高肋、薄壁或锐边等几何形状的清晰程度,例如棱角变钝和缺肉等。钛合金锻件可以釆用喷丸清理方法,但必须使用玻璃丸代替钢丸或铁丸。2.酸洗:1)酸洗过度:酸洗过度可能在锻件表面上造成麻点或麻坑。麻点和麻坑能向锻件的内部发展,深度可达1mm以上。造成酸洗过度的原因有:酸洗液的配比不适当;酸洗时间过长;酸洗温度过高等。2)腐蚀:腐蚀也会在锻件表面上造成麻点或麻坑。造成腐蚀的原因可能在于锻件本身。例如在锻件的两端和切边后分模面**线露头的地方,由于构成流线的杂质和基体材料的电极电位不同,从而产生电化学腐蚀作用。此外,锻件的材料里如果存在两种以上电位差不同的相或严重偏析的合金元素,也会发生电腐蚀。材料中有些杂质本身的抗腐蚀性较差,也容易受到酸洗液的侵蚀。锻件之美在于其*特的形态与质感,令人过目难忘。安徽钛锻件供应
在对有缺陷的锻件进行清理时,应注意以下事项:①首先应查明缺陷性质、分布情况和深度,决定其是否可以淸理,采用何种淸理方法;②对于要求进行机械加工的锻件,减去表面缺陷深度;其剩余机械加工余量不小于公称余量的25?50%时,可以不清理,否则应淸理,其铲修深度,一般不**过单边公称余量的50%,否则应经用户同;③对于要求淸理的黑皮锻件,其铲修深度不**过该处尺寸的负偏差,且铲修处必须平滑过渡到锻件表面;④对于供热加工用的毛坯,其表面缺陷必须全部清一除,且铲修处必须平滑过渡到锻件表面;⑤在对锻件进行表面淸理时,必须认真执行有关淸理规范,以防产生新的废品(如清理过深、酸洗过度、喷丸变形等)。在进行锻件清理时,对不同类型的锻件产品和不同性质的缺陷,有不同的清理方法。一般可分为以下三种:①用于清理冷锻件和坯料的有滚筒淸理、振动光饰、喷砂和喷丸淸理、抛丸清理、酸洗等;②用于清理热锻件的有氧气喷吹清理、手工和机械式清理、高压水清理、水中放电清理等;③用于淸理局部表面缺陷的有风铲清理、磨削(砂轮)淸理、火焰淸理等。青海现货锻件生产厂家锻件如磐石般稳固可靠,为工业设备提供坚实**与支持。
锻件缺陷分析:过热:金属坯料由加热温度过高或高温下保温时间太长引起晶粒粗大的现象称为过热。过热会使坯料塑性下降,锻件的力学性能降低。为此,要严格控制加热温度,尽可能缩短高温阶段的保温时间来预防过热的产生。过烧:金属坯料加热温度**过始锻温度过多,使晶粒边界出现氧化及熔化的现象称为过烧。过烧后,材料的强度严重下降,塑性很差,一经锻打即破碎变成废料,是无法挽救的。因此,要严格执行正确的操作规范。裂纹:大型锻件加热时,如果装炉温度过高或加热速度过快,则锻件心部与表层温差过大,造成内应力过大,导致产生裂纹。因此,对大型锻件加热时,要防止装炉温度过高和加热速度过快,一般应采用防热措施。
1)重量范围大。锻件有小到几克至大到几百吨2)比铸件质量高。锻件的力学性能比铸件好,能承受大的冲击力作用和其他重负荷,所以,凡是一些重要的、受力大的零件都采用锻件。[1]对于高碳化物钢而言,锻件比轧材质量好。如高速钢轧材只有经过改锻后才能满足使用要求。特别是高速钢铣刀必须进行改锻。3)重Zui轻。在保证设计强度的前提下,锻件比铸件的重量轻,这就减轻了机器自身的重量,对于交通工具、飞机、车辆和字宙航撩器械有重要的意义。4)节约原材料。例如汽车上用的静重17kg的曲轴,采用轧材切削锻造时,切屑要占曲轴重量189%,而采用模锻时,切屑只占30%,还缩短机加工工时1/6。精密锻造的锻件,不仅可节约更多的原材料,而且也可节约更多的机加工工时。5)生产率高。例如采用两台热模锻压力机模锻径向止推轴承,可以代替30台自动切削机床。采用**锻自动机生产M24螺母时,六轴自动车床生产率的17.5倍。6)自由锻造灵活性大[6],因此,一些修造厂中广一泛地采用锻造方法生产各种配件锻件如钢铁战士般英勇无畏,守护着工业的安全与稳定。
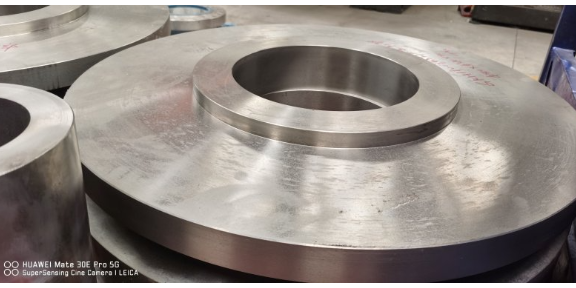
关于锻件,它是一种通过锻造工艺成型的金属件。锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。锻件的性能和质量通常**铸件,因为它们经过塑性变形后,金属内部的晶粒得到细化,提高了金属的力学性能和物理性能。锻件被广泛应用于各个工业领域,如航空航天、汽车制造、石油化工、电力、矿山等。在这些领域中,锻件通常用于承受重载、冲击或高温高压等恶劣工作条件的部件制造。锻件之美令人陶醉其中,无法自拔地欣赏其*特魅力。内蒙古现货锻件
锻件是工匠心血的结晶和智慧的体现,具有较高的收藏**。安徽钛锻件供应
对于小批量、低成本制造,自由锻件通常较为适用。原因如下:模具成本:模锻件需要设计和制造专一用的模具,而模具的制造和维护成本相对较高。在小批量生产中,由于数量较少,分摊到每个产品上的模具成本会显一著增加。自由锻件则不需要专一用模具,因此在这方面具有成本优势。生产灵活性:自由锻件的生产较为灵活,可以根据需要快速调整产品的形状和尺寸。这在小批量生产中尤为重要,因为可能需要频繁地更换产品或调整设计。模锻件则需要较长时间的准备和调整过程,以适应不同的生产需求。材料利用率:虽然模锻件在理论上可以实现较高的材料利用率,但在小批量生产中,由于生产数量有限,可能无法达到Zui优的材料利用效果。而自由锻件在生产过程中可以通过合理的工艺安排和技巧,减少废料的产生。生产速度:对于小批量生产,生产速度可能不是首要考虑的因素,但自由锻件通常可以在较短的时间内完成生产。这是因为自由锻件的生产过程相对简单,不需要长时间的模具准备和调整。综上所述,自由锻件在小批量、低成本制造中通常较为适用。然而,具体选择哪种锻造方法还应根据产品的具体要求、生产条件、设备能力等多种因素进行综合考虑。安徽钛锻件供应

南京久翌是浙江久立®授权的经销商和库存商。目前公司常备500吨管材、管件、法兰库存。包括300(304/316/321)系列,双相钢系列(2205/2507)、**奥系列(254/904L),镍基系列(20合金/ 276/600/825/ 625/800H等),铜及铜合金,钛及钛合金系列等。公司秉承“质量为根、诚信为本”的经营理念,严把质量关。
欢迎来到南京久翌金属材料科技有限公司网站,我公司位于文化底蕴厚重、历史遗存丰富的南京市。 具体地址是江苏南京江宁区公司街道地址,负责人是黄双龙。
主要经营无缝管|法兰|管件|组合件。
单位注册资金:人民币 200 万元 - 300 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-116889607.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“安徽钛锻件供应 南京久翌金属材料科技供应”留言
- 更多产品

天津树脂用去哪买 淄博万华化工供应

便宜的离子风棒设施规范 值得信赖 惠州联创达静电设备供应

青海杂志全自动分页贴标机无气泡 值得信赖 上海旭节自动化设备供应
西藏4SG玻璃供应商 创新服务 成都龙创优品数玻科技供应

nuwa更年保养哪里有 诺芳华生命科技供应
陕西涂布机工作原理 江苏来义包装机械供应

新乡易白拆装真空上料机一体化 河南梓钰设备制造供应

四川胶装机办公耗材装订设备按需定制 嘉兴赛涛新材料股份供应

陕西谁家有钛锻件 宝鸡恒瑞兴金属材料供应 宝鸡恒瑞兴金属材料供应

四川CE认证检测机构服务 服务为先 苏州亚诺欧检测认证供应
陕西肖特基二极管MBR4045PT 诚信经营 常州市国润电子供应







