 扫一扫来撩
扫一扫来撩 - 产品描述
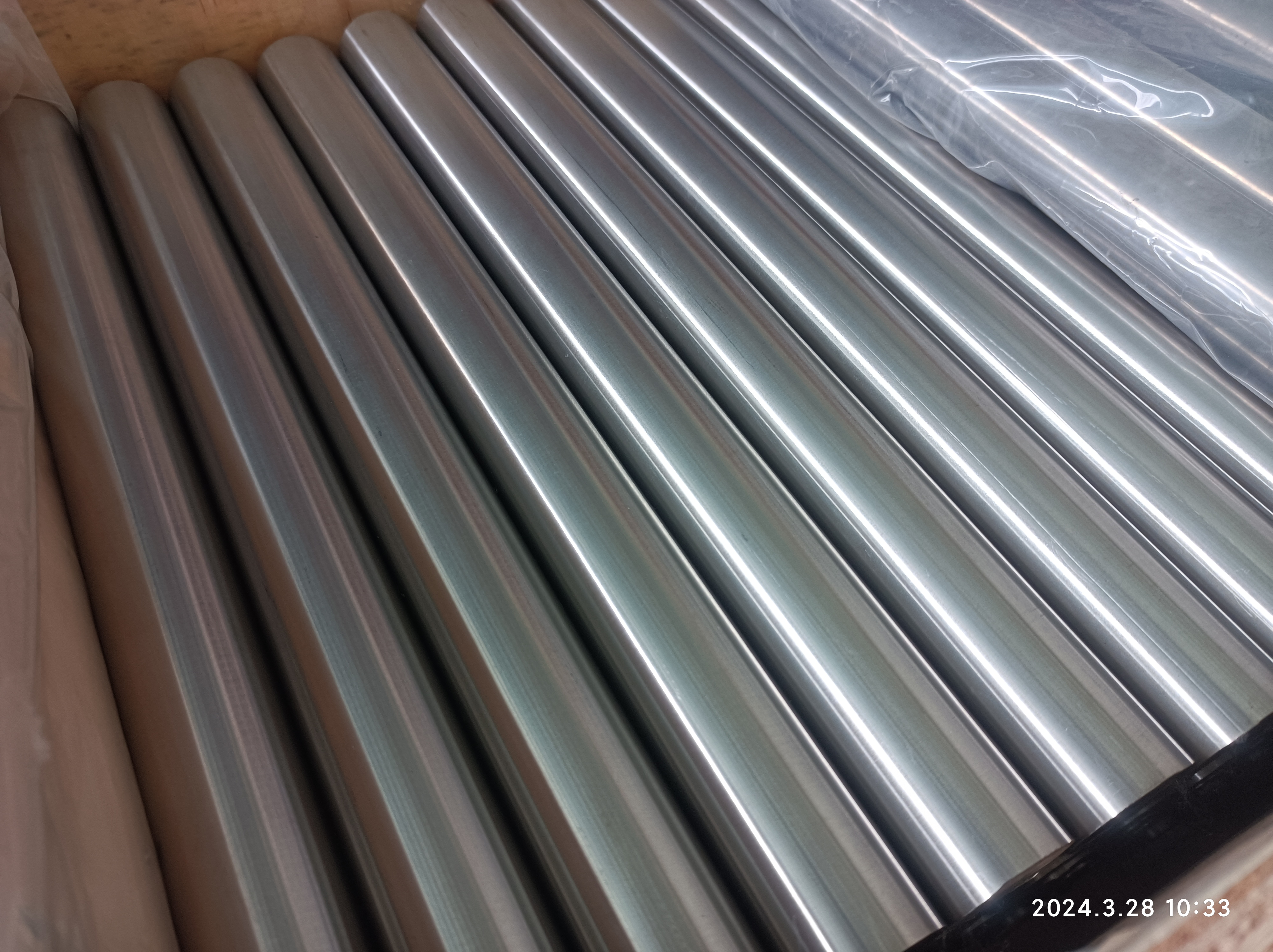
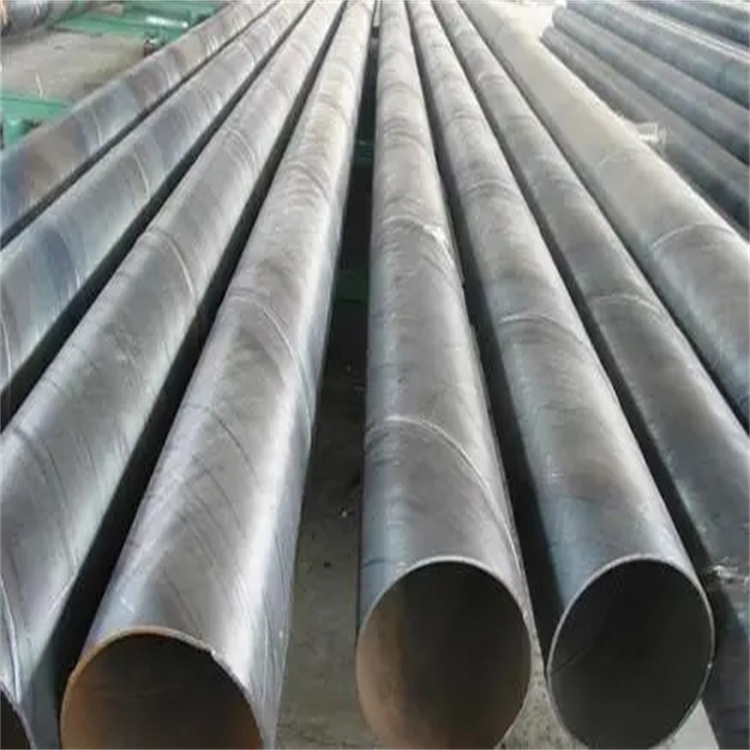
螺旋钢管的制造工艺决定其残余应力较大, 据国外有关资料记载,有些甚至接近屈服极限,直缝埋弧焊钢管因采用扩管工艺,残余应力接近零。加热不妥将成为在管坯内表面或许外表面上呈现裂纹、折叠及偏疼等废品的缘由。螺旋焊缝焊接跟踪及超声波在线检测跟踪均较困难,因此,焊缝缺陷超标概率高于直缝埋弧钢管。这种加热操作的关键在于将坯料均匀加热到适于加工的温度。由于穿孔对质量影响很大,也就是说,弯管加工时的温度是影响质量的重要条件,所以一般要对穿孔加工时的坯料温度进行操控。螺旋钢管焊缝错边量多数在1.1~1.2 mm ,按照国际惯例错边量要小于厚度的10%,如管道壁厚较小时,错边量难以满足要求,而直缝埋弧焊管无此问题。在螺旋焊管的出产过程中,由于要加工是在热状态下进行的,故加热操作是决议制品质量非常重要的工序。加热用的热风炉,依据它们的效果,分为加热炉和再加热炉两种;前者用于将坯料从常温加热到加工温度;后者用于在加工过程中将坯料再加热到必需的加工温度。与直缝埋弧焊管相比,螺旋焊缝流线较差,应力集中现象严重。螺旋焊管怎样控制质量好坏?坯料的穿孔温度依据原料异样而有所异样。热扩焊管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。加热操作个关键是尽量削减氧化皮数量。特别是在热揉捏肘,热扩焊管从东西寿数和揉捏管材的表面质量动身,恳求愈加严厉。螺旋埋弧焊钢管热影响区大于直缝埋弧焊钢管的热影响区,而热影响区是焊管质量薄弱环节。热风炉的方式有许多种,但要运用的是环形加热炉。这种加热炉具有环形的炉底,它可缓慢地转变,坯料从入口处沿着炉底的直径方向装入,反转一用到出口处之的就可加热和均热到所规则温度的一种炉子。
沧州垣恒管道有限公司坐落于渤海之滨、千童故里、中国管道装备制造基地的河北省盐山县蒲洼城工业区,东临津汕高速、205国道、黄骅港,西接京沪、石黄高速,北靠京津交通十分便利。 本公司是一家集生产,加工,销售,贸易于一体的大型综合企业。我公司凭借自身雄厚的技术力量和所有的专业生产设备,依托优越的区位条件,迅速发展壮大。我公司产品主要供应电力,石油,化工,燃气,城市供热,污水处理,节能环保等行业建设项目,并且产品**欧美,中东亚地区及东南亚。 专业生产衬四氟,衬塑,衬橡胶,中高低管道配件,弯管,直埋保温钢管,钢套钢蒸汽保温钢管,3PE防腐钢管,环氧粉末防腐钢管。螺旋管,无缝管,直缝管,阀门,罐体。碳钢,不锈钢,合金钢,法兰,弯头,封头,异径管产品。**国内20多个省市,直辖市。 本公司始终坚持以“产品为先导,质量为依托,以服务为保证,以价格为杠杆,以互惠互利为中心”的经营理念,始终以为客户创新**为己任,不断完善和改变自己,用一种坚强的信念和毅力树立我公司的声誉和企业形象。我们愿同国内外用户真诚合作,共创美好未来。 公司产品覆盖了全国市场,为国内大中型企业及重点工程提供了大量的优质产品,由于产品质量可靠,供货及时,信守承诺得到用户的一致**和推荐。 本公司以市场为向导,以用户的要求为目标,以用户的满意为标准,服务于各行业,垣恒管道有限公司与您携手共创美好未来。
欢迎来到沧州垣恒管道有限公司网站,我公司位于西煤东运新通道的出海口和冀中南、鲁西北以及晋陕和内蒙古等西部地区对外开放的桥头堡—沧州市。 具体地址是河北沧州盐山县公司街道地址,负责人是李灵芝。
主要经营专业生产衬四氟,衬塑,衬橡胶,中高低管道配件,弯管,直埋保温钢管,钢套钢蒸汽保温钢管,3PE防腐钢管,环氧粉末防腐钢管。螺旋管,无缝管,直缝管,阀门,罐体。碳钢,不锈钢,合金钢,法兰,弯头,封头,异径管产品。。
我司主要供应:法兰,封头,管帽,三通,弯头,异径管等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-116666690.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于沧州垣恒管道有限公司
商铺首页 |
更多产品 |
联系方式
沧州垣恒管道有限公司坐落于渤海之滨、千童故里、中国管道装备制造基地的河北省盐山县蒲洼城工业区,东临津汕高速、205国道、黄骅港,西接京沪、石黄高速,北靠京津交通十分便利。
本公司是一家集生产,加工,销售,贸易于一体的大型综合企业。我公司凭借自身雄厚的技术力量和所有的专业生产设备,依托优越的区位条件,迅..
- 我要给“垣恒 核电厂用标准螺旋钢管品质优越”留言
- 更多产品