
- 产品描述
所述连接分杆8连接在所述l型支撑件9的竖板背面正中,所述横板的上表面支撑在所述冲压模具3的底部;所有横板的底部均设置有一伸缩端朝上的电动伸缩杆10。在上述技术方案中,通过区别于现有技术的连接件作为冲压模具3连接冲压槽2以及相互连接的方式以达到较好的连接、固定效果。具体为,在相邻两冲压模具3之间设置用于支撑连接的十字形连接主杆5,以替代现有技术通过螺栓来连接固定冲压模具3的连接方式,十字形连接主杆5通过横杆6竖杆7的方式形成刚性的架体结构对冲压模具3以及冲压槽2壁进行连接和固定,起到从外部对待支撑件的支撑,有效减缓了冲压模具3进行冲压工作时对连接件的冲击造成损伤进而影响冲压精度。安装时,将十字形连接主杆5焊接于两冲压模具3的中间,一对横杆6刚好**住一对冲压模具3的侧壁的中部,然后再在竖杆7的下端焊接一与横杆6相互平行且同向的连接分杆8,其每一端都设置一l型支撑件9,将l型支撑件9的横板托衬在对应侧冲压模具3的底部,然后在底板的底部设置一电动伸缩杆10以支撑l型支撑件9。在另一种技术方案中,所述横杆6与竖杆7的垂直交汇处设置有弹性连接件4,用于当冲压模具3产生振动时进行缓冲。在另一种技术方案中。按照冲压的性质来分:冲裁模、弯曲模、拉深模和成形模。南湖区硬质合金冲压模具供应商
通常是普通模具的4-5倍。模具为避免失误,应注意和遵循以下原则:①模具安装时进行方向检查,确保模具凸凹模安装方向一致。②根据要求正确调整模具的冲压深度,每次调整好不**过。③使用较低的冲切速度。④板材要平整无变形或翘起。⑤成形加工俯置应尽远离夹钳。⑥成形模具使用时应避免向下成形操作:⑦冲压时按照先普通模具冲压,后使用成形模具。(5)模具弹簧疲劳损坏冲床模具使用中容易忽视的一个问题,铝合金门窗配件就足模具弹簧的使用寿命,模具弹簧也需要定期进行保养或更换,但是国内许多用户对设备和模具能进行保养,却往往忽视了模具弹簧的保养,甚至有的用户弹簧多年就没有更换过,同工位或模具经常出现损坏或冲压带料,却无法查找到原因,后来更换模具弹簧后,问题得到彻底解决。对于不同的冲床设备和模具,其模具弹簧类型也有所不同。如果保养不当,容易产生模具带料并可能损坏模具或导套,造成不必要的损失。南湖区硬质合金冲压模具供应商冲模的工作部分零件又称成型零件,它主要包括凸模、凹模及凸凹模等。
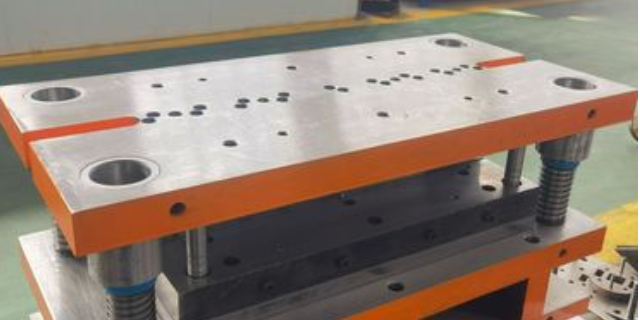
术语“横向”、“纵向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“**”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,是为了便于描述本实用新型和简化描述,并不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。如图1-2所示,为了实现根据本实用新型的这些目的和其它优点,提供了冲压模具连接装置,包括冲压台1以及间隔设置在冲压台1内的若干冲压槽2,每个冲压槽2内都设置有可拆卸的冲压模具3,还包括用于连接固定每个所述冲压模具3的若干连接件;所述若干连接件均包括,十字形连接主杆5,其位于相邻两冲压模具3之间的中部,所述十字形连接主杆5包括沿横向、纵向设置的互相垂直的横杆6和竖杆7,所述横杆6的两端分别相抵于对应侧所述冲压模具3的外侧壁中段位置,所述竖杆7的*固定连接在所述冲压台1的内侧**壁上,所述竖杆7的下段位于一对相邻两冲压模具3的外侧面水平设置一对连接分杆8,所述连接分杆8远离竖杆7的一端均设置一l型支撑件9;所述l型支撑件9均为一横板和一竖板的侧边互相垂直焊接。
此外,正确的冲压油使用和操作也是延长冲压模具寿命的关键因素之一。以下是一些注意事项:选择适合的冲压油:不同的冲压工艺和材料可能需要不同类型的冲压油。选择适合特定工艺和材料的冲压油可以提供较好的润滑和冷却效果,减少模具磨损和热疲劳;控制冲压油的使用量:合理控制冲压油的使用量可以减少浪费和成本,同时避免过多的冲压油进入模具间隙和孔洞,导致堵塞和污染;定期更换冲压油:冲压油在使用过程中会逐渐变质和污染,影响其润滑和冷却效果。定期更换冲压油可以保持其性能稳定,并避免因油质问题导致模具损坏;维护冲压油系统:定期清洗和维护冲压油系统,包括过滤器、冷却器和管道等,可以保持冲压油的清洁度和流动性,避免污染和堵塞;培训操作人员:提供冲压油的正确使用和操作培训,使操作人员了解冲压油的性能和使用要求,避免误操作和不当使用导致模具损坏。综上所述,正确选择和使用冲压油,控制使用量,定期更换和维护冲压油系统,以及培训操作人员,可以比较大限度地延长冲压模具的寿命,提高生产效率,降低维修和更换的成本。 不同的模具结构,它的功能也不同,生产出来的产品也不同。
冲压模具拉伸件产品质量分析在产品拉伸过程中,拉伸件主要会出现这几种问题:起皱、开裂、薄厚不均、表面划痕、形状扭曲、回弹等。在这些现象中,以起皱和开裂对产品质量影响比较大,产品出现这两种问题是一定交不了货、必须要调整好的,出现这两种问题的产品一般只能报废。一、起皱材料在拉伸过程中,他的周围边缘部分由于切向应力过大,造成材料失去稳定,使得产品沿边缘切向形成高低不平的皱纹,称为起皱。起皱严重时,还将引起材料在拉伸过程中难于通过凹模与凸模的间隙,增大拉伸变形力,甚至导致拉裂。失稳现象的产生,既取决于材料边缘切向应力的大小,也取决于拉伸件的厚度。一般来说,拉伸模具用氮气弹簧或优力胶比较好些,比较不容易产生起皱、开裂等现象。为什么呢?因为氮气弹簧或优力胶它的力一般比较均衡,不会出现力量大小不均的问题。氮气弹簧比优力胶要好一些,因为氮气弹簧力量大,也非常均衡,但是价格就要比优力胶贵上好多倍,好多厂都买不起它,一般只有规模稍微大一点的工厂才有钱使用氮气弹簧。优力胶使用时间长了,就会萎缩掉,力量就没当初那么大了,必须更换新的才可以,但是它的价格比起氮气弹簧来要便宜好多。防止起皱可以采用压边圈。对于成型工序,比如拉伸、折弯、打段差、凸包等,材料应具有良好的冲压成型性能。南湖区硬质合金冲压模具供应商
冲压的坯料主要是热轧和冷轧的钢板和钢带。南湖区硬质合金冲压模具供应商
带弹簧机构的模具,检查托料或卸料机构是否有不能正常工作的状况检查工作零件模具工作性能检查检查定位装置定位装置是否可靠,有无松动及严重磨损,感应器是否良好检查安全防护装置、废料排出安全、防护装置状态是否完好,废料排出是否顺畅,有无卡料或下滑不畅表2模具的维护与保养方法?修理人员的配备在一般的工厂中,为了使模具能得到合理的使用,做到安全正常生产,都设有模具修理车间或维修小组。这些修理组织的成员,应该是有一定冲模制造实践经验的,并且还要配备专业技术人员。在通常情况下,对他们的技术水平和实践经验要求比较,要求他们不仅要精通模具的修理方法,还要善于发现模具的问题,寻找模具损坏的原因,并要在短的时间内修理模具,使之能恢复到原来的质量和精度要求,确保模具的正常使用。修理工的工作职责由于模具是一种精密高效的生产工具,它在制造与装配上有不少特点,技术上要求也比较高。所以冷冲模的修理工作,不但要求维修工有较强的责任感和事业心,还要有较高的技能。南湖区硬质合金冲压模具供应商

嘉兴如邑智能科技有限公司位于长三角经济**——浙江嘉兴秀洲国家高新区(上海、杭州、苏州、宁波、绍兴中间)。它是国家**企业、浙江省科技型企业;多所高校校企合作单位;多家行业内机床制造、自动化设备、检测设备等配套商战略合作伙伴。它依托多年来积累的机械、电子行业的技术、经验、资源,逐步发展成为,集技术研发、交流、咨询、推广、服务,生产制造、营销服务、商业运作为一体的高科技企业。
欢迎来到嘉兴如邑智能科技有限公司网站,我公司位于富庶繁华之地,素有“鱼米之乡”、“丝绸之府”之美誉的嘉兴市。 具体地址是浙江嘉兴南湖区公司街道地址,负责人是任富恺。
主要经营冷冲压模具|精密机械加工|工量刃具批发零售|冲压件。
单位注册资金:人民币 50 万元 - 100 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-114041385.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 山东深孔枪钻机器功能 真诚推荐 宁波廿匙精密机械科技供应 南京波峰焊厂家 节能波峰焊 玉米烘干机批发 厂家供应 适用范围广 上海铠甲皮腔规格 真材实料 菊花烘干机厂家 价格实惠 操作弹性大 南京二手锤片粉碎机批发 木材粉碎机 烘干机厂商电话 价格实惠 操作弹性大 顶喷制粒设备定制 常州市贝奇干燥设备供应 安徽全位置管板焊机供应商 铸造辉煌 上海美焊智能化科技股份供应 固化隧道炉 温州燃气隧道炉生产厂家 水稻烘干机批发价 厂家供应 适应性强 南宁铠甲皮腔防护罩电话 电话咨询
- 相关文章
- 嘉兴冲压件有限公司 欢迎来电 嘉兴如邑智能科技供应嘉兴精密冲压件加工 诚信为本 嘉兴如邑智能科技供应嘉兴冲压件加工厂家 诚信为本 嘉兴如邑智能科技供应嘉兴特殊钢机加工刀具生产企业 值得信赖 嘉兴如邑智能科技供应嘉兴耐磨机加工刀具生产企业 诚信为本 嘉兴如邑智能科技供应嘉兴供应机加工刀具批发商 服务为先 嘉兴如邑智能科技供应嘉兴坚固机加工刀具厂家直销 诚信为本 嘉兴如邑智能科技供应嘉兴合金钢机加工刀具哪里有卖的 服务为先 嘉兴如邑智能科技供应嘉兴机加工刀具哪家好 诚信为本 嘉兴如邑智能科技供应嘉兴高硬度机加工刀具哪家好 欢迎来电 嘉兴如邑智能科技供应嘉兴精密冲压件加工 欢迎来电 嘉兴如邑智能科技供应嘉兴高精度的机加工刀具设备厂家 诚信经营 嘉兴如邑智能科技供应
- 我要给“南湖区硬质合金冲压模具供应商 诚信经营 嘉兴如邑智能科技供应”留言
- 更多产品

孝感灰口铸铁厂家批发 服务为先 常州钜苓铸造供应

贵阳提供企业数字化转型采购 贵阳市南明区星耀信息技术服务供应 贵阳市南明区星耀信息技术服务供应

淄博吸收式溴化锂机组安装 普星制冷供应

上海派克电动泵定制 上海凯舰机电设备科技供应
中国香港工业不锈钢风机功率 推荐咨询 上海百思德机电设备供应
湖北工业高温风机 推荐咨询 上海百思德机电设备供应

闵行区景观绿化养护施工 上海市稚春绿化养护供应

云南船用NICOTRAIIGebhardt技术指导 值得信赖 上海百思德机电设备供应

淮南 物流EPE珍珠棉检验报告 苏州一诺包装供应

鼓楼区内资企业税务筹划包括什么 欢迎咨询 福州大司财税咨询供应

无锡高压线束 无锡翰泰科技供应







