- 产品描述
通常是普通模具的4-5倍。模具为避免失误,应注意和遵循以下原则:①模具安装时进行方向检查,确保模具凸凹模安装方向一致。②根据要求正确调整模具的冲压深度,每次调整好不**过。③使用较低的冲切速度。④板材要平整无变形或翘起。⑤成形加工俯置应尽远离夹钳,南湖区汽车冲压模具生产厂家。⑥成形模具使用时应避免向下成形操作:⑦冲压时按照先普通模具冲压,后使用成形模具。(5)模具弹簧疲劳损坏冲床模具使用中容易忽视的一个问题,铝合金门窗配件就足模具弹簧的使用寿命,模具弹簧也需要定期进行保养或更换,但是国内许多用户对设备和模具能进行保养,却往往忽视了模具弹簧的保养,甚至有的用户弹簧多年就没有更换过,同工位或模具经常出现损坏或冲压带料,却无法查找到原因,后来更换模具弹簧后,南湖区汽车冲压模具生产厂家,问题得到彻底解决。对于不同的冲床设备和模具,南湖区汽车冲压模具生产厂家,其模具弹簧类型也有所不同。如果保养不当,容易产生模具带料并可能损坏模具或导套,造成不必要的损失。使用连续模冲压可以减少设备、模具数量和车间面积,省去了半成品的转运和存储。南湖区汽车冲压模具生产厂家
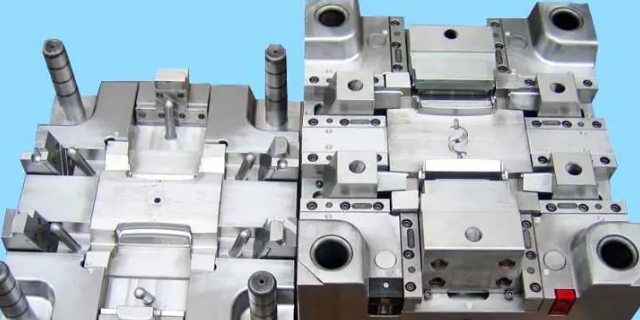
所述上模具底部固定连接有冲头,所述下模具的**部开设有型腔,所述下模具上固定安装有型材,所述下模具的左右两端均开设有夹持槽,所述型材的左右两端位于夹持槽内,所述型材的上表面与夹持槽之间设有金属垫片,所述金属垫片的**面固定连接有旋紧螺母,所述旋紧螺母的上端贯穿下模具,延伸至下模具的上方。作为本发明的一种推荐实施方式,所述上模具的上方设有传力板,所述挤压板位于传力板的上方,所述上模具的左右两端均固定连接有滑块,所述滑块位于滑槽内部。作为本发明的一种推荐实施方式,所述*二冲压组件、*三冲压组件与冲压组件结构相同。作为本发明的一种推荐实施方式,所述活动板的**部开设有连接槽。本发明的有益效果:1、通过设置冲压组件、*二冲压组件以及*三冲压组件多组冲压组件,由活动板承受液压杆的冲力,配合挤压板和挤压板向下传力,将多组上模具向下挤压,并通过其底部的冲头将型材挤压进下模具的型腔内部,一次冲压完成多个工件,加工效率得到了地提高,尤其适用于现代的大批量加工工序。本发明在一定程度上弥补了背景技术中的不足之处。附图说明图1为本发明一种高效式冲压模具的整体结构示意图。南湖区汽车冲压模具生产厂家冲压模具利用率高,能有效避免浪费,节约材料成本。
按工艺性质分类根据工艺性质分类,分为冲裁模、弯曲模、拉伸模、成型模、铆合模。1、冲裁模:沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。2、弯曲模:使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。3、拉深模:是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。4、成形模:是将毛坯或半成品工件按凸、凹模的形状直接复制成形,而材料本身产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。5、铆合模:是借用外力使参与的零件按照一定的顺序和方式连接或搭接在一起,进而形成一个整体。按工序组合程度分类根据工序组合程度分类,可将模具分成单工序模、复合模、级进模、传递模四大类。1、单工a模:在压力机的一次行程中,只完成一道冲压工序的模具。2、复合模:只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。3、级进模(也称连续模):在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。
高精度:冲压模具加工件的尺寸、形状和位置精度高,可以满足高精度制造要求。高效率:冲压模具操作简便、高效,能快速完成大批量生产。多功能:冲压模具可生产各种形状的零件,适用于多种金属材料的冷加工。节约材料:冲压模具利用率高,能有效避免浪费,节约材料成本。改良性好:冲压模具易于改良和维修,能够快速适应生产需求。**命:冲压模具的材质优良,经过专业热处理后,能够保证长期的使用寿命。可靠性:冲压模具的设计和制造严格按照标准,保证了其可靠性和安全性。综上所述,冲压模具是一种高精度、高效率、多功能、节约材料、改良性好、**命、可靠性强的模具,广泛应用于工业制造领域。 冲压靠压力机和模具完成加工过程,操作简便,生产效率高。
由于中国缺乏对多工位与多功能冲压模具的设计、制造工艺中的隐形知识和技术积累的深入挖掘,因此与****模具企业相比,中国多工位与多功能冲压模具的试模、模具使用中的调整和维修时间增加30%以上。对比国外目前正在研究无试模程序的模具*技术,中国在模具的试模技术与模具的可靠性和稳定性方面的差距是显而易见的。4、模具的基础理论与关键技术方面精密冲压模具设计制造师一项实践性很强的专门技术,长期以来,中国对模具设计和制造的实践性非常重视,但由于对冲压模具基础理论和技术研究重视不够,导致模具设计和制造的基础理论和技术发展缓慢。加上冲压模具企业的专业化分工还不够细化,小而全、大而全的模具企业还占主导地位,企业的竞争力难以形成,企业自有技术以及创新能力落后于国外**模具企业。另外,模具材料、标准件等模具基础技术落后,直接影响了中国多工位与多功能冲压模具的整体技术水平。因此,在多工位与多功能冲压模具的基础技术支持方面还存在很多薄弱环节。5、新型模具技术及其拓展方面随着新工艺新产品的不断涌现。冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离。秀洲区冲压模具收费
不同的模具结构,它的功能也不同,生产出来的产品也不同。南湖区汽车冲压模具生产厂家
本发明属于模具制造技术领域,尤其涉及一种用于生产汽车背门支架的多工位连续冲压模具。背景技术:冲压模具与我们的生活息息相关,我们生活中的很多日常用品都是用冲压模具制造出来的,例如汽车的很多零部件,但是通过采用单工序模冲压的方式生产零部件效率较低,特别是对于具有对称性的零部件,需要开两副模具、设置两条生产线才能满足要求,投入成本高。因此需要使用连续模的生产方式,连续模的生产方式可以在模具一次冲压行程过程中能同时在多个不同的工位上完成多道不同的冲压工序,需要将此连续模每个工位的模具设计成对称的,才能满足一次性生产两个具有对称性的零部件的需求。技术实现要素:本发明的目的在于克服上述现有技术存在的不足,提供一种多工位连续冲压模具,用于生产汽车背门支架,采用连续模的生产方式,连续模中每个工位的模具作对称设计,在一次完整的行程中能生产两个对称的零件,具有生产效率高,投入成本低的技术效果。本发明提供了一种多工位连续冲压模具,用于生产汽车背门支架,包括下模座、上模座、升降机构和输料机构;所述下模座上方设有下模组,所述上模座下方设有与该下模组对应的上模组。南湖区汽车冲压模具生产厂家

嘉兴如邑智能科技有限公司位于长三角经济**——浙江嘉兴秀洲国家高新区(上海、杭州、苏州、宁波、绍兴中间)。它是国家**企业、浙江省科技型企业;多所高校校企合作单位;多家行业内机床制造、自动化设备、检测设备等配套商战略合作伙伴。它依托多年来积累的机械、电子行业的技术、经验、资源,逐步发展成为,集技术研发、交流、咨询、推广、服务,生产制造、营销服务、商业运作为一体的高科技企业。
欢迎来到嘉兴如邑智能科技有限公司网站,我公司位于富庶繁华之地,素有“鱼米之乡”、“丝绸之府”之美誉的嘉兴市。 具体地址是浙江嘉兴南湖区公司街道地址,负责人是任富恺。
主要经营冷冲压模具|精密机械加工|工量刃具批发零售|冲压件。
单位注册资金:人民币 50 万元 - 100 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-112849575.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 苏州长管旋槽机厂家 信息推荐 苏州博玛特自动化设备供应 海南取暖生物质燃料排名 来电咨询 佛山坤诚生物质能源供应 UHPC高 性 能混凝土搅拌机以高品 质服务,在行业中砥砺前行 抚州机器视觉 视觉检测设备方案 欢迎咨询 浙江脉思科技供应 金牛区上门线切割机床维修改造 贴心服务 成都正川精机机电设备供应 安徽扩散退火炉设备厂家 江苏新江南炉业科技供应 无锡废水处理配电柜安装 无锡祥冬电气科技供应 滁州智能缠绕包装线哪里有 广东思奥智能科技供应 宿迁电控旋转分配器咨询 溧阳市德瑞农牧机械供应 东莞医用神钢空压机代理电话 东莞市神狮机电供应 徐州医药冷库设计公司 服务为先 南京雪域机电制冷设备工程供应 佛山高明海绵压陷硬度试验机厂家推荐 佛山市顺德区杰仕达仪器设备供应
- 相关文章
- 嘉兴冲压件有限公司 欢迎来电 嘉兴如邑智能科技供应嘉兴精密冲压件加工 诚信为本 嘉兴如邑智能科技供应嘉兴冲压件加工厂家 诚信为本 嘉兴如邑智能科技供应嘉兴特殊钢机加工刀具生产企业 值得信赖 嘉兴如邑智能科技供应嘉兴耐磨机加工刀具生产企业 诚信为本 嘉兴如邑智能科技供应嘉兴供应机加工刀具批发商 服务为先 嘉兴如邑智能科技供应嘉兴坚固机加工刀具厂家直销 诚信为本 嘉兴如邑智能科技供应嘉兴合金钢机加工刀具哪里有卖的 服务为先 嘉兴如邑智能科技供应嘉兴机加工刀具哪家好 诚信为本 嘉兴如邑智能科技供应嘉兴高硬度机加工刀具哪家好 欢迎来电 嘉兴如邑智能科技供应嘉兴精密冲压件加工 欢迎来电 嘉兴如邑智能科技供应嘉兴高精度的机加工刀具设备厂家 诚信经营 嘉兴如邑智能科技供应
- 我要给“南湖区汽车冲压模具生产厂家 服务为先 嘉兴如邑智能科技供应”留言
- 更多产品

球墨铸铁公司 创造辉煌 常州钜苓铸造供应

北京南松仁博健康管理公司 欢迎来电 南松仁博健康科技供应

湖北环保丙二醇二乙酸酯厂家 山东嘉源复合材料供应

山东工业机器人的厂家 欢迎咨询 江苏优智享智能制造供应

全悠氨基酸沐浴露优缺点 苏州维美生物科技供应

惠州改色膜洁净车间安装 服务为先 东莞市安思迪涂装设备供应

上海OCA洁净车间施工 贴心服务 东莞市安思迪涂装设备供应
广东伺服驱动网带式气氛烤炉供应 信息推荐 深圳市福和大自动化供应

深圳PVC贴门板厂家 利信塑业供应

绍兴专业全屋整装在线咨询 上海锦拂家居装饰供应 上海锦拂家居装饰供应

蚌埠瓦楞纸护角提供设计 苏州一诺包装供应







