- 产品描述
使用时要注意:①旋钮和测力装置在转动时都不能过分用力;②当转动旋钮使测微螺杆靠近待测物时,一定要改旋测力装置,不能转动旋钮使螺杆压在待测物上;③当测微螺杆与测砧已将待测物卡住或旋紧锁紧装置的情况下,决不能强行转动旋钮。2.有些千分尺为了防止手温使尺架膨胀引起微小的误差,在尺架上装有隔热装置。实验时应手握隔热装置,而尽量少接触尺架的金属部分。3.使用千分尺测同一长度时,一般应反复测量几次和不同位置,取其平均值作为测量结果。4.在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。5.读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。6.当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现**,应加以修正,即在后测长度的读数上去掉**的数值。千分尺使用保养1.检查零位线是否准确;2.测量时需把工件被测量面擦干净;3.工件较大时应放在V型铁或平板上测量;4,嘉兴数控机加工刀具方案.测量前将测量杆和砧座擦干净;5,嘉兴数控机加工刀具方案,嘉兴数控机加工刀具方案.拧活动套筒时需用棘轮装置;6.不要拧松后盖,以免造成零位线改变;7.不要在固定套筒和活动套筒间加入普通机油;8.用后擦净上油。大尺寸和形状复杂的孔的加工偏移量应比标准值大一些,小零件和形状简单的工件则会小一些。嘉兴数控机加工刀具方案
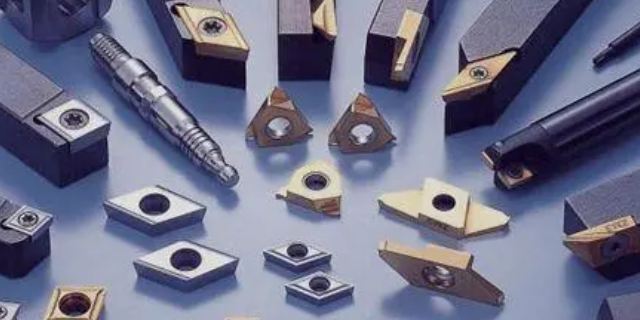
在生产测量中,为了确保零部件的加工质量,需要对加工出来的零部件按照要求进行表面粗糙度、尺寸精度、形状精度、位置精度等进行测量,这就是量具。量具的种类很多,测量的项目各有特色,分类的方式也很多。按其特点和用途我们主要可以将其分为通用量具、游标量具、螺旋测微量具、指示式量具和量具几大类。测量时,应使被测尺寸的方向与尺身保持平行或垂直的方向,这样才能测出准确的数据。难以判断是否平行垂直时,测量外径类的尺寸,以小尺寸为准;测量内径类的尺寸,以比较大尺寸为准。无论测量什么尺寸,检具的测量面应与工件的被测面紧贴无隙。量具与工件之间应有一定的接触力度。嘉兴数控机加工刀具方案刀具制造环节通过研磨加工、刃口处理、表面处理等深加工工艺,将制备的材料打磨加工成刀具产品。
在机床上测量零件时,要等零件完全停稳后进行,否则量具的测量面会因此过早磨损而失去精度,并且会造成事故。测量前应把量具的测量面和零件的被测量表面都擦拭干净,以免因有脏物存在而影响测量精度。用精密量具如游标卡尺、百分尺和百分表等,去测量锻铸件毛坯,或带有研磨剂(如金刚砂等)的表面是错误的,这样易使测量面很快磨损而失去精度量具在使用过程中,不要和工具、刀具如锉刀、榔头、车刀和钻头等堆放在一起,免碰伤量具。也不要随便放在机床上,免因机床振动而使量具掉下来损坏。尤其是游标卡尺等,应平放在盒子里,免使尺身变形量具是测量工具,不能作为其他工具的代用品。例如拿游标卡尺划线,拿百分尺当小榔头,拿钢直尺当起子旋螺钉,以及用钢直尺清理切屑等都是错误的。把量具当玩具,如把百分尺等拿在手中任意挥动或摇转等也是错误的,都是易使量具失去精度的。
量具是测量零件的尺寸、角度、形状精度和相互位置精度等所用的测量工具。本文主要针对常用游标量具进行介绍,包括:游标卡尺、深度游标卡尺、高度游标卡尺、千分尺以及百分表等。游标卡尺•简介:游标卡尺,是一种测量长度、内外径、深度的量具。•操作方法:1)测试前用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。若未对其,应根据原始误差修正测量读数。2)测量工件时,右手拿住尺身,大拇指移动游标,左手拿待测物体,使待测物位于外测量爪之间,并与量爪紧紧相贴,然后锁紧紧固螺钉。3)读数:以游标零刻度线为准在尺身上读取毫米整数,再读出游标上*n条刻度线与尺身刻度线对齐,读出尺寸L=毫米整数部分+n*分度值。•常见量程:0~100mm、0~150mm、0~300mm、0~500mm常见精度:0。1mm、0。05mm、0。02mm、0。01mm(由游标上分度格数决定)•测量对象:长度、内外径、深度可以直接利用游标卡尺连接数据采集系统实现高效测量,*人工读数,采集仪会自动采集数据并进行数据分析,一旦测量结果不符合产品规格值时还可以自动发生报警功能,不仅可以减少由于人工测量所造成的读数误差,还可以提高测量效率。数控刀具实现快速转位和更换继续加工, 生产效率高,较适应现代化制造业流水线式的生产模式。
切削加工的对象是各种各样的机械零件,而零件又是由一个个表面所组成,所以,具体切削的是形状、位置、尺寸和精度等多样化的表面。从形状上,组成零件常见的表面有平面、外圆面、内圆面、圆锥面、螺纹、齿形、成形面和各种沟槽等。如图的零件就是由外圆面、内圆面、外圆锥面、内圆锥面、外螺纹、内螺纹、直角槽、回转槽、轴肩平面和端平面等所组成。切削加工就是通过各种各样的加工工艺加工出这些表面,从而形成一定要求的零件。一、机床的类型与基本构造金属加工机床简称机床是将金属毛坯上的多余金属变成切屑,使毛坯变成所需机械零件的机器。现代制造业所加工的机械零件特别是精密机械零件的主要加工方法是切削加工,切削加工占机器总制造量的50%左右,机床制造业的水平直接影响了机械制造业的产品质量和劳动效率等。实际生产中需要加工的工件种类繁多,其形状、结构、尺寸、精度、表面质量和数量等各不相同。为了满足不同加工的需要,机床的品种和规格也应多种多样。各有特点,但它们在结构、运动及自动化等方面有许多类似之处,也有着共同的原理及规律。 焊接工装夹具的针对目标则是几个零 部件构成的装置物。秀洲区机加工刀具服务电话
多刀多刃切削铣刀的刀齿多,切削刃的总长度大,有利于提高刀具的耐用度和生产率。嘉兴数控机加工刀具方案
由于被加工的工件形状、尺寸和技术要求不同以及使用的机床和加工方法的不同,刀具的名目繁多,形状各异,随着生产的发展还在不断创新。刀具的分类可按许多方法进行,例如,按切削部分材料来分,可分为高速钢刀具和硬质合金刀具等;按刀具结构分,可分为整体式和装配式刀具等。但是较能反映刀具共同特征的是按刀具用途和加工方法分类。任何刀具虽然它们的工作方式和工作原理各有特点,结构和形状也有所不同,但都有共同的组成部分,那就是工作部分和夹持部分。工作部分是担负切削加工的部分,夹持部分是使工作部分与机床连接在一起,并保持正确位置,以及传送切削运动与动力。嘉兴数控机加工刀具方案


嘉兴如邑智能科技有限公司位于长三角经济**——浙江嘉兴秀洲国家高新区(上海、杭州、苏州、宁波、绍兴中间)。它是国家**企业、浙江省科技型企业;多所高校校企合作单位;多家行业内机床制造、自动化设备、检测设备等配套商战略合作伙伴。它依托多年来积累的机械、电子行业的技术、经验、资源,逐步发展成为,集技术研发、交流、咨询、推广、服务,生产制造、营销服务、商业运作为一体的高科技企业。
欢迎来到嘉兴如邑智能科技有限公司网站,我公司位于富庶繁华之地,素有“鱼米之乡”、“丝绸之府”之美誉的嘉兴市。 具体地址是浙江嘉兴南湖区公司街道地址,负责人是任富恺。
主要经营冷冲压模具|精密机械加工|工量刃具批发零售|冲压件。
单位注册资金:人民币 50 万元 - 100 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-112848862.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 座椅静强度测试台 汽车座椅 座椅强度性能试验台 东莞卷帘式防护罩电话 查看详情 深圳钢制防护罩生产厂家 提供解决方案 SUS304不锈钢申江牌3立方储气罐 送货上门质量** 长沙二手110千瓦粉碎机厂家 木材粉碎机 淮安天然气隧道退火炉 输送式 潍坊天然气烘干隧道炉价格 大型 广西商用净化型交换器安装 客户至上 温州绿美科技供应 湘西电气接点无线监测装置电话 可靠性高 0.3立方申江牌碳钢不锈钢储气罐空压机储气桶 Y型快闭式止回阀 GLH41X厂_遥控浮球阀_阀门型号丰富 法兰蝶阀D341X厂商_优惠中-厂家直供
- 相关文章
- 嘉兴冲压件有限公司 欢迎来电 嘉兴如邑智能科技供应嘉兴精密冲压件加工 诚信为本 嘉兴如邑智能科技供应嘉兴冲压件加工厂家 诚信为本 嘉兴如邑智能科技供应嘉兴特殊钢机加工刀具生产企业 值得信赖 嘉兴如邑智能科技供应嘉兴耐磨机加工刀具生产企业 诚信为本 嘉兴如邑智能科技供应嘉兴供应机加工刀具批发商 服务为先 嘉兴如邑智能科技供应嘉兴坚固机加工刀具厂家直销 诚信为本 嘉兴如邑智能科技供应嘉兴合金钢机加工刀具哪里有卖的 服务为先 嘉兴如邑智能科技供应嘉兴机加工刀具哪家好 诚信为本 嘉兴如邑智能科技供应嘉兴高硬度机加工刀具哪家好 欢迎来电 嘉兴如邑智能科技供应嘉兴精密冲压件加工 欢迎来电 嘉兴如邑智能科技供应嘉兴高精度的机加工刀具设备厂家 诚信经营 嘉兴如邑智能科技供应
- 我要给“嘉兴数控机加工刀具方案 服务为先 嘉兴如邑智能科技供应”留言
- 更多产品

湖北柔性洗墙灯生产厂家 源头厂家 深圳市和仕照明供应
合肥本地洗墙灯品牌 深圳工厂 深圳市和仕照明供应

绍兴低压洗墙灯企业 深圳工厂 深圳市和仕照明供应

山西康复管理方案 欢迎来电 南松仁博健康科技供应
西安降血脂管理平台 欢迎咨询 南松仁博健康科技供应

浙江移动排涝泵车水泵批发 推荐咨询 潍坊华旭动力供应
盐田区店铺设计要多久 服务为先 深圳和田建设供应

新疆中小批量低温球铁 真诚推荐 常州钜苓铸造供应

湖南烟道喷淋循环泵 江苏酸王泵制造供应
吉林高精度蓝膜编带机厂商 深圳市泰克光电科技供应

广东专业CCS点胶机厂家直销 信息推荐 深圳市福和大自动化供应







