- 产品描述
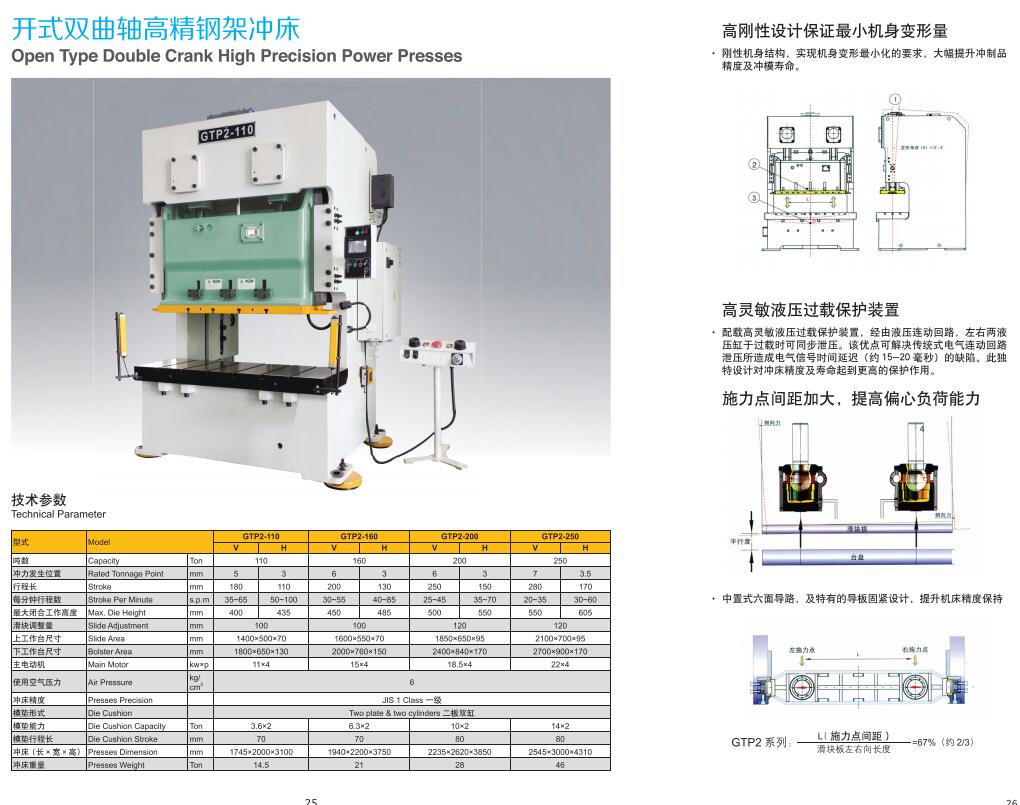
高精密冲床冲压工艺生产效率高,操作方便,易于实现机械化、自动化。这是因为冲压是靠冲压模具和冲压设备来完成的。普通压力机的冲程次数可达每分钟几十次,高速压力可达每分钟数百次甚至1000次以上。
冲床上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。上模座。下模是整副冲模的下半部,即安装于压力机工作台面上的冲模部分。下模座是下模底面的板状零件。刃壁是冲裁凹模孔刃口的侧壁。刃口斜度是冲裁凹模孔刃壁的每侧斜度。气垫是以压缩空气为原动力的弹**器。参阅“弹**器”。反侧压块是从工作面的另一侧支持单向受力凸模的零件。
冲床启动前,工作人员要做到以下措施:
⑴、检查各部分的润滑情况,并使各润滑点得到充分的润滑;
⑵、检查模具安装是否正确可靠;
⑶、检查压缩空气压力是否在规定的范围内;
⑷、检查各开关按钮是否灵敏可靠,务必要使飞轮和离合器脱开后,才能开启电机;
⑸、使压力机进行几次空行程,检查制动器,离合器及操纵部分的工作情况;
⑹、检查主电机有无异常发热、异常震动、异常声音等;
⑺、用手动油泵对滑块加入锂基酯油;
由于冲床具有速度快、压力大的特点,因此采用冲床作冲裁、成型必须遵守一定的安全规程。
1、暴露于压机之外的传动部件,必须安装防护罩,禁止在卸下防护罩的情况下开车或试车。
2、开车前应检查主要紧固螺钉有无松动,模具有无裂纹,操纵机构、自动停止装置、离合器、制动器是否正常,润滑系统有无堵塞或缺油。必要时可以开空车做试验。
3、安装模具必须将滑块开到下死点,闭合高度必须正确,尽量避免偏心载荷;模具必须紧固牢靠,并经过试压检查。
冲床导套是为上、下模座相对运动提供精密导向的管状零件,多数固定在上模座内,与固定在下模座的导柱配合使用。导板。导柱。导正销是伸入材料孔中导正其在凹模内位置的销形零件。导板模是以导板作导向的冲模,模具使用时凸模不脱离导板。导料板是引导条(带、卷)料进入凹模的板状导向零件。导柱模架是导柱、导套相互滑动的模架。
高精密冲床即为不用人工,将原材料或半成品自动送进模具,进行效率较高、精密加工的机械压力机。高精密冲床的精度分为静态精度和动态精度二部分。静态精度是由制造精度决定的。动态精度是指冲压过程中,滑块相对工作台面在纵向、横向和垂直方向的位移。


本公司是一家从事五金冲床自动化设备生产、研制,销售,服务为一使的企业,拥有技术人才队伍和精密加工设备,早已投放市场的成熟产品有:精密钢架冲床系列、冲床自动送料机系列、材料架系列、材料矫正机系列,视觉送料机系列,平板送料机系列、自动机器人系列等冲床周边自动化配套生产设备。
欢迎来到中山市湘智机械设备有限公司网站,我公司位于一代伟人孙中山先生的故乡,中国着名侨乡—中山市。 具体地址是广东中山小榄公司街道地址,负责人是欧经理。
主要经营送料机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-112327912.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 黑龙江螺纹连接法兰制造 浙江宏驰流体设备供应 病死动物无害化处理设备研发 浙江纵海自动化设备供应 座椅静强度试验台 座椅头枕靠背静载荷测试台 汽车座椅 建德定制不锈钢冷却塔哪家强 信息推荐 绍兴金贤供水设备供应 江苏电渗析膜哪家靠谱 上海三及新材料科技供应 南通小超市收款机代理公司 南通欧凯信息科技供应 广州医院智慧食堂软件 广州市大唐智讯电子技术供应 广东造船行业全自动缩管机 服务为先 张家港市财泰机械供应 重庆服装火机袋贴袋机设备厂家 东莞乾清自动化缝纫设备供应 广东工业净化空调厂家直供 佛山市恒辰机电制冷设备供应 连云港医疗速冻冷库建设 创新服务 南京雪域机电制冷设备工程供应 青海哪里有离心机保养 来电咨询 江苏兴科制药设备制造供应
关于中山市湘智机械设备有限公司
商铺首页 |
更多产品 |
联系方式
本公司是一家从事五金冲床自动化设备生产、研制,销售,服务为一使的企业,拥有技术人才队伍和精密加工设备,早已投放市场的成熟产品有:精密钢架冲床系列、冲床自动送料机系列、材料架系列、材料矫正机系列,视觉送料机系列,平板送料机系列、自动机器人系列等冲床周边自动化配套生产设备。
- 我要给“长沙闭式冲床 闭式400吨冲床”留言
- 更多产品