- 产品描述
大理石构件,构件装配注意事项
在装配过程中不论是铸铁件还是大理石构件石材或其他,当中有许多工作要点是共同遵守合同的。不能擅自装配。要保证石材机械产品的装配的质量,按照规定的各种石材机械产品装配技术要求去操作。不同的石材机械产品装配技术要求虽不尽相同。
1、做好零件的清理和清洗工作。清理工作包括去除残留的铸造型砂、铁锈、切屑等。特别是一些重要的零部件,例如大切机、内腔应涂防锈漆。零件上的油污、铁锈或附着的切屑可用柴油、煤油或汽油作为洗涤液进行清洗,然后用压缩空气吹干。
2、密封件应平行压入密封槽,不能扭曲变形,破损刮伤密封面。
3、轮的装配,要求两齿合轮轴心线在同一平面内,并且互相平行,应保证有正常的齿合间隙,同时轴向错位≤2.
4、联接的结合表面应检查是否平整,有无变形,否则应修整,去除毛刺,保证接合面接触紧密、平整、不歪斜。
5、相配表面在配合或连接前,一般都需加润滑剂。尤其是主轴箱部件中的轴承部位,升降机构的丝杆螺母部位。
6、相配零件的配合尺寸要准确,装配时对配合尺寸应进行复检或抽检。例如:主轴的轴颈与轴承配合部位,主轴箱与轴承配合的孔及其中心距。
7、皮带轮的装配要求是两皮带轮轴线平行,轮槽中心应以正,偏移过大会使皮带轮张力不均匀,造成皮带滑脱和加速磨损。同时三角皮带装配前应选配,长度应一致,防止传动中发生振动。
8、轴承装配之前应清洗,洗除防锈漆后才能装配;清洗时应注意检查滚道和滚动体有无锈蚀,转动是否灵活;轴承装配时应在配合件表面涂一层润滑油,装配时如发现压力相差太大,应停止装配进行检查;轴承装配时端应朝里,轴肩方向;套装轴承时加力的大些方向、位置应适当,不应使滚道这滚动体受力,应均匀对称敲打,不可猛击,保证端面与轴垂直,防止安装倾斜。
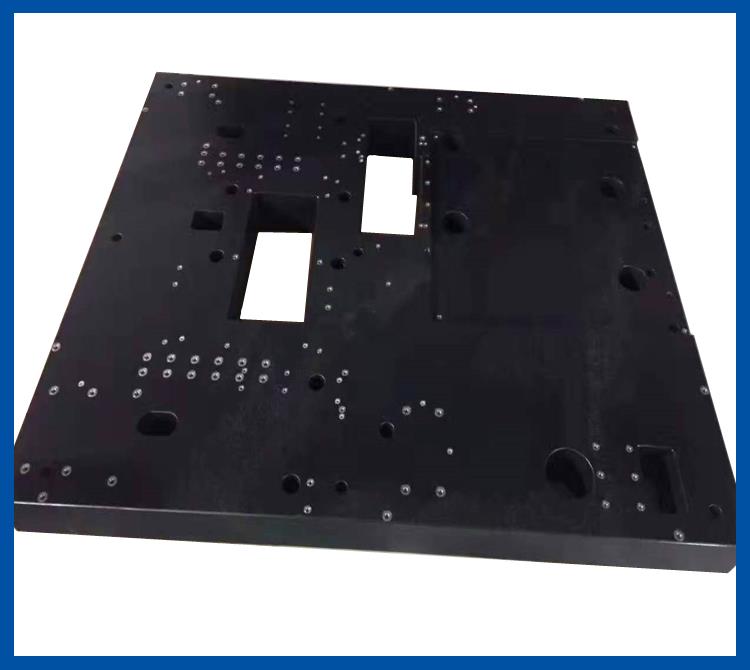
大理石构件需按需方要求设计生产。大理石机械构件:可以加工T型槽、打孔、V型槽、燕尾槽、给槽或孔镶嵌金属套,大理石构件是利用大理石的特性而制造的用于工业生产中测量零部件精度的测量工具。大理石构件精度高,稳定性好,不易变形,可以保证测量精度。大理石构件是石材制造具有不生锈,耐酸碱,使用寿命长等特点,*保养。大理石构件测量中能干顺滑动,无滞涩感。工作面测量准确,一般的划痕不影响测量精度。
精密加工和微细加工技术是集机、电、光、计算机控制技术、新材料等多门学科的综合技术。在材料中,大理石由于其自身的特性而受到越来越多的重视。采用大理石等优良石材做精密机械的零部件,是精密测量仪器、精密机械发展的一个新方向。世界上许多工业发达国家如德国、日本、瑞士、意大利、法国、俄罗斯等都广泛采用了大理石作为量具或精密机械的构件。
大理石构件与铸铁构件的区别如下:
1,硬度高, 大理石的化学成分有云石、斜辉石,物理的肖氏硬度为7.0。铸铁的化学成分为三氧化二铁,物理的肖氏硬度为5.0。大理石的硬度就决定其不易变形,稳定性高。
2,成本低,大理石构件经过一次性成型的加工处理,成本可控。铸铁要翻砂、喷漆、电镀、老化等工艺处理,增加的费用。
3,质量轻,大理石的重量为29345KG/m³,铸铁的重量为78000KG/m³。
4,耐腐蚀,铸铁即使经过电镀,氧化等处理,在水、酸、碱等条件下都会产生化学反应。而大理石就不会发生以上变化。
大理石构件物理特性:比重:2970~3070kg/㎡抗压强度:245~254N/m㎡强性磨量:1.27~1.47N/m㎡线膨胀系数:4.6×10~6℃吸水率:0.13%。肖氏强度:HS70以上。
供货质量承诺:
1.提供需求产品设计、制造,满足客户的个性化需要。
2.公司严格按着合同约定安排生产、发运,保证按着合约约定时间供货。

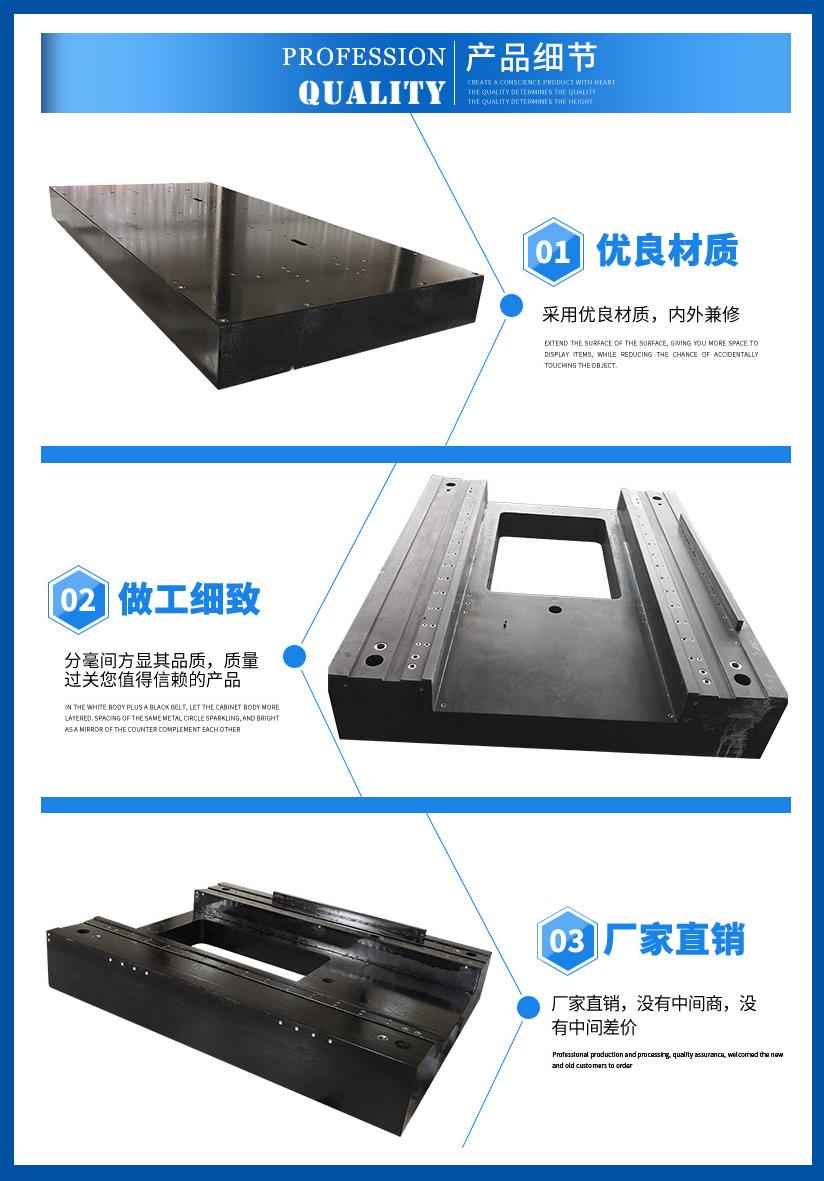
惠州市精磊机械有限公司是从事花岗石精密量具及机械构件的集研制、开发、生产、销售于一体的规范化企业。主要产品包括:花岗石平板、平尺、角尺、方尺、V型块、平行规、以及精密仪器设备的机械构件如:工作台、导规等。并可完成工作台上的钻孔、开槽、镶嵌金属件等异型加工。在产品生产、检测过程中严格执行GB/T 20428—2006 岩石平板标准和JJG117—2005平板计量检定规程,并可为国内外客户提供按不同标准生产的花岗石量具及花岗石机械构件产品以及主机的组装调试。花岗石构件产品有:影像仪、抄数机、线路板打孔机、雕刻机、三坐标等,并承担来图加工业务。公司设**械加工、恒温精密加工、计量检测等车间,拥有大型精密石材加工和电子检测设备,产品全部采用计算机数据处理, 在产品生产、检测过程中严格执行GB/T20428-2006岩石平板标准和JJG117-2005平板计量检定规程,并可以国外客户提供不同标准生产的花岗石量具及花岗石机械构件产品以及主机的组装调试。 公司在惠州惠阳区建立了占地5000平方米的子公司“惠州市精磊机械有限公司”,为公司的可持续发展提供了有利的保证。 诚心欢迎国内外客户前来参观,共同合作,创造辉煌!
欢迎来到惠州市精磊机械有限公司网站,我公司位于素有“岭南名郡”、“粤东门户”、“半城山色半城湖”之誉的惠州市。 具体地址是广东惠州惠阳区公司街道地址,负责人是包世勇。
主要经营深圳大理石构件。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-111948189.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于惠州市精磊机械有限公司
商铺首页 |
更多产品 |
联系方式
惠州市精磊机械有限公司是从事花岗石精密量具及机械构件的集研制、开发、生产、销售于一体的规范化企业。主要产品包括:花岗石平板、平尺、角尺、方尺、V型块、平行规、以及精密仪器设备的机械构件如:工作台、导规等。并可完成工作台上的钻孔、开槽、镶嵌金属件等异型加工。在产品生产、检测过程中严格执行GB/T 20428—20..
- 我要给“国产的大理石构件定制 不易变形 深圳机械构件专注品质”留言
- 更多产品











相关分类






