- 阿德采购网
> 供应信息
> 塑料机械网
> 塑料模具/塑机配件网
> 一次性包装盒 一次性包装盒模具加工定制



- 产品描述
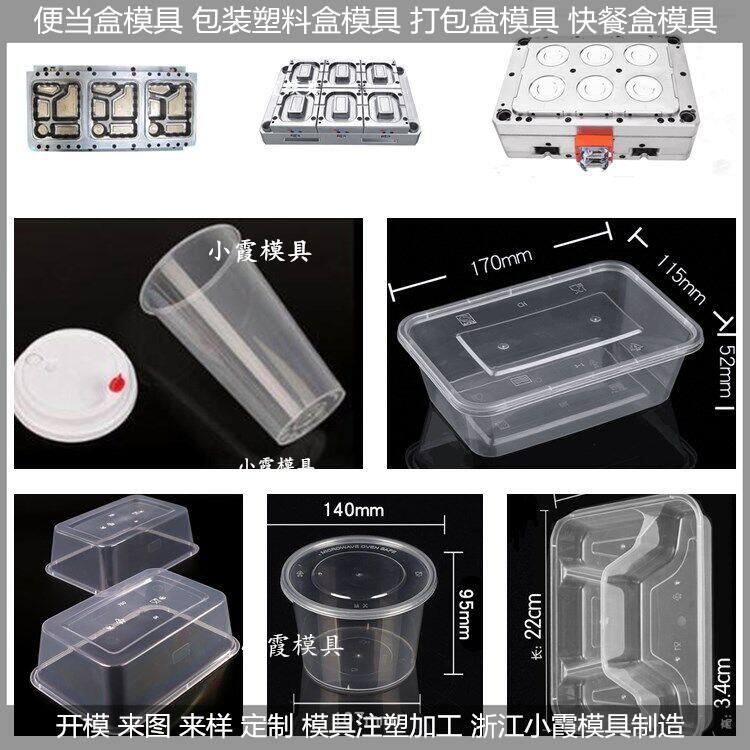
一次性包装盒 一次性包装盒模具加工定制
密封快餐盒模具 包装盒模具 PET餐盒模具 麻辣烫盒模具
密封保温盒模具 分格塑料盒模具 PET打包盒模具 酸菜鱼盒模具
模座导板安装 导板紧贴靠山面,找到导板的相对位置,用样冲找到孔的中心点,再钻孔攻丝。另外还要检查导板和安装面的研合率。在导板安装完毕后,检查上下模座导板间的配合间隙,外导板间隙为10道以内、内导板为8道以内。 吊契斜契部分的安装 吊契斜契的分为3部分,安装槽、滑动部分和驱动座。它们的基准是安装槽,滑动部分以安装槽为标准,驱动座以数控与滑动部分为标准。斜契(吊契)冲孔模的凸模的是以数控为粗基准,再在压机上调节侧间隙。
斜契(吊契)上的导板与安装面的有效接触面应达到80%以上。导板的侧面间隙为3道(500以下)以内;500以上为5道以内。上导板的间隙为2(500以下)以内;500以上为3道以内,同时要它们之间运动的灵活。 修边模拼块安装 拼块的安装是在拼装车间拼装完毕粗加工和淬火后的安装和部的调整。先对型面和型腔作一次调整,包括型面和间隙的修整和镶块之间间隙的修整。有靠山面的则以靠山面为基准,没有靠山面的则要定出几个镶块的位置,一般是对角。再精加工。
冲孔模凸模(冲孔销)的定位 由于凸模和凹模的侧边间隙只有3道,在数控找点和手工钻孔攻丝都存在误差(是后者),所以很难定位,这时只有在压机动态的情况下人工定位。 一般的方法:对于圆柱型的,在数控机床找一点;对于非圆柱型的,在数控机床上找两点钻孔攻丝来粗定位。精定位时,在凸模上抹上油泥,在相对的凹模上涂上红丹粉,通过压机来找到位置,用定位销定位。 废料的装配和冲孔凸模有点相似。由于废料在修边模型面及型腔调整后发生改变,有时候还很大,所以纯以人工定位。先将模具置于压机上,把废料与型腔靠紧,用划针找出废料的位置,在钻孔攻丝后再找出位置。以上⑷、⑸是利用螺杆和孔之间有1.5道余量来达到要求的。
日期:2023-8-31 辉


欢迎来到台州市黄岩小霞模具有限公司网站,我公司位于“佛、山、海、城、洞”五景较具特色的台州市。 具体地址是浙江台州黄岩区公司街道地址,联系人是陈总。
主要经营相关产品。
本页链接:http://www.cg160.cn/vgy-108529141.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“一次性包装盒 一次性包装盒模具加工定制”留言
- 更多产品
















