- 产品描述
焊接工艺评定的目的:
1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头;
2.验证施焊单位所拟订的焊接工艺规程(WPS或pWPS)是否正确。
3.为制定正式的焊接工艺书或焊接工艺卡提供可靠的技术依据。
评定过程:
1、拟定预备焊接工艺书
2、施焊试件和制取试样
3、检验试件和试样
4、测定焊接接头是否满足标准所要求的使用性能
5、提出焊接工艺评定报告对拟定的焊接工艺书进行评定
焊接工艺评定的适用范围:
1、适用于锅炉,压力容器,压力管道,桥梁,船舶,航天器,核能以及承重钢结构等钢制设备的制造、安装、检修工作。
2、适用于气焊,焊条电弧焊,钨氩弧焊,熔化气体保护焊,埋弧焊,等离子弧焊,电渣焊等焊接方法。
焊接评定单位应当保存焊接工艺评定有关的技术档案和焊接工艺评寂静试样,直至该焊接工艺失效为止。
工艺评定的标准国内标准
1 NB/T47014-2011 《承压设备用焊接工艺评定》
2 G236-98 《现场设备,工业管道焊接工程施工及压力管道工艺评定》
3《蒸汽锅炉安全技术监察规程(1996)》注:起重行业工艺评定借用此标准
4 SY∕T0452-2002《石油输气管道焊接工艺评定方法》(注:供石油,化工工艺评定)
5 G661-2001 《钢结构焊接规范》(注:公路桥梁工艺评定可参照执行)
6 SY∕T4103-2006《钢质管道焊接及验收》
7.JB4708-2000《钢制压力容器焊接工艺评定》.
欧洲标准
EN 288 或ISO 15607 - ISO 15614系列标准
ISO15614-1钢的电弧焊和气焊∕镍和镍合金的电弧焊
ISO15614-2铝和铝合金的电弧焊
ISO15614-3铸铁电弧
ISO15614-4铸铝的修补焊
ISO15614-5钛和钛合金的电弧焊∕锆和锆合金的电弧焊
ISO15614-6铜和铜合金的电弧焊
ISO15614-7堆焊
ISO15614-8管接头和管板接头的焊接
美标准准
1.AWS
D1.1∕D1.1M:2005 钢结构焊接规程
D1.2∕D1.2M:2003 铝结构焊接规程
D1.3-98 薄板钢结构焊接规程
D1.5∕D1.5M:2002 桥梁焊接
D1.6:1999 不锈钢焊接
D14.3∕D14.3M:2005 起重机械焊接规程
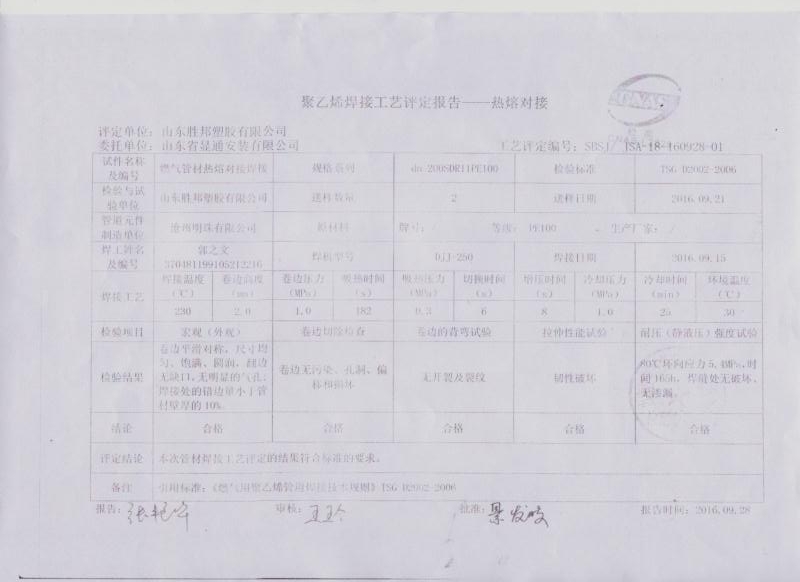
热熔对接焊接工艺评定范围:
热熔对接焊接工艺评定覆盖范围如下:
1、相同级别原材料的焊接工艺评定可以相互覆盖;
2、不同SDR系列管道(SDR11 SDR17.6)的焊接工艺评定可以相互覆盖;
3、当DN≦250mm时 ,在110mm≦DN≦250mm范围内任选 一个规格进行评定,可以覆盖DN≦250mm所有规格;
4、当250mm<DN≦630mm时,在其范围内任选一个规格进行评定即可覆盖250mm<DN≦630mm的所有规格。


山东智燃工程技术有限公司是一家专注从事聚乙烯(PE)管焊接设备及工具、行业软硬件系统的研发设计以及销售的专业化、智能化的管道科技企业。 我司常年承接特种设备作业人员资格培训、聚乙烯管道焊接工艺评定、聚乙烯管道施工设备性能检测、行业许可办理及管理咨询服务等业务。 我司主营产品可满足民生基础施工建设,依托国外**技术和成熟工艺、由多名国内聚乙烯(PE)*组成研发团队,亦可满足各大自来水公司、燃气集团聚乙烯(PE)管道焊接设备订制及其应用管理程序的设计开发。公司理念 诚信—我们坦诚面对客户,真心实意以信誉赢得客户。 品质—我们用产品质量诠释发展。 感恩—我们用心铭记时刻感念帮助和爱护我们的人。 创新—我们积进取、努力开拓,设计多、新的产品。 责任—我们对产品负责的同时,也肩负了远大的理想和抱负。
欢迎来到山东智燃工程技术有限公司网站,我公司位于泉水众多,素有“四面荷花三面柳,一城山色半城湖”美誉的济南市。 具体地址是山东济南历城区公司街道地址,负责人是侯**。
主要经营焊工证培训。
我们有优秀的管理和教学团队,办学目标明确,观念**前,优质的服务和产品,不断地受到新老用户及业内人士的肯定和信任。如果您对我公司的服务有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-105586968.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 吕梁墙体广告,临汾美丽乡村绘画墙体涂鸭广告位置醒目 山东新能源市场调研服务商 铸造辉煌 上海赛岩信息咨询供应 上海第三方碳管理咨询碳普惠项目申报流程 上海沃砝节能环保科技供应 武汉打捞遗体服务方案 武汉鸿源水下工程供应 上海婚庆礼品设计生产服务 尚致供应 阳泉墙体广告,吕梁创意水墨画喷绘写真广告制作整体管理 云南会员超市*哪家好 上海凯市隆供应链供应 浙江GRS咨询 江苏康华企业管理咨询供应 太原墙体广告,太原长廊彩绘户外喷绘广告布局合理 南京宣传片企业宣传片解说词 欢迎来电 南京天时数字科技供应 南通连锁餐饮店收银系统哪里有卖 南通欧凯信息科技供应 临汾墙体广告,太原墙面绘画喷绘广告挂布选对路径
关于山东智燃工程技术有限公司
商铺首页 |
更多产品 |
联系方式
山东智燃工程技术有限公司是一家专注从事聚乙烯(PE)管焊接设备及工具、行业软硬件系统的研发设计以及销售的专业化、智能化的管道科技企业。 我司常年承接特种设备作业人员资格培训、聚乙烯管道焊接工艺评定、聚乙烯管道施工设备性能检测、行业许可办理及管理咨询服务等业务。 我司主营产品可满足民生基础施工建设,依托..
- 我要给“铝合金焊接工艺评定 热稳定性工艺报告耐候性”留言
- 更多产品