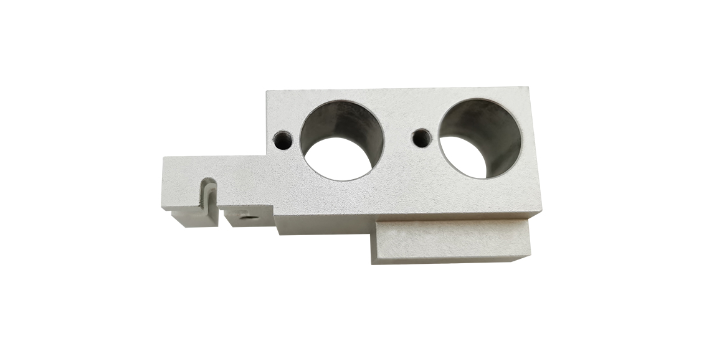
- 产品描述
通过改变切削用量来减少切削力、切削热。在切削用量的三要素中,背吃刀量对切削力的影响很大。如果加工余量太大,一次走刀的切削力太大,不仅会使零件变形,而且还会影响机床主轴刚性、降低刀具的耐用度。如果减少背吃刀量,又会使生产效率大打折扣。不过,在数控加工中都是高速铣削,可以克服这一难题。在减少背吃刀量的同时,只要相应地增大进给,提高机床的转速,就可以降低切削力,同时保证加工效率。走刀顺序也要讲究。粗加工强调的是提高加工效率,追求单位时间内的切除率,一般可采用逆铣。即以较快的速度、较短的时间切除毛坯表面的多余材料,基本形成精加工所要求的几何轮廓。而精加工所强调的是高精度高质量,宜采用顺铣。因为顺铣时刀齿的切削厚度从较大逐渐递减至零,加工硬化程度大为减轻,同时减轻零件的变形程度
如用磁铁吸取小的精密机械零部件不方便。可在磁铁下面吸一个铁板,它不仅能吸收很多小的精密机械零部件,而且还能把铁板拉开,小的精密机械零部件会自动落入收集箱内,非常实用。
非标精密机械零部件加工中常用的小技巧工件一般都是先定位再夹紧,但对于某些工件,因为夹紧会造成工件变形。因此,对于这样的工件我们首先要夹紧然后再定位,找到6个定位点,并找到限制它的自由度。大型机械加工厂对于非标精密机械零部件加工的质量跟效率都是非常重视的,如果能够在不用大费人力财力的情况下能够较有效的提高生产工作效率,那这些小技巧也是非常值得推崇的。
成都易德利机械有限公司成立于2010年1月。公司专业从事精密机械部件,精密五金件及非标机加件的生产制造,并可为客户提供精密零件制造的解决方案。产品广泛应用于电子、通讯、机电、智能制造等各种制造行业。公司长期服务于航空航天、医疗、能源、制动化设备等各种行业企业。 经过10年的努力耕耘,公司凭借过硬的技术能力,已成功成为航空、生物医疗、能源、自动化设备等多家行业**企业及跨国企业的配套供应商。公司客户遍及德国,荷兰、瑞士、奥地利、英国、美国、西班牙、澳大利亚等22个国家。 2014年公司为努力达到客户高质量、低成本之需求,公司利用ERP系统,进行生产管理。经过10余年的发展,公司拥有雄厚的技术实力,完善的加工制造手段,丰富的生产经营管理经验和可靠的产品质量保证体系,综合实力进一步增强。未来公司将持续提升内部管理、新技术、新工艺的能力,以满足客户之需求而努力。
欢迎来到成都易德利机械有限公司网站,我公司位于地势平坦、河网纵横、物产丰富,农业发达,自古就有“天府之国”美誉的成都市。 具体地址是四川成都郫县公司街道地址,负责人是赵德勇。
主要经营机械加工|CNC加工|机加工|数控车床加工。
单位注册资金:人民币 100 万元 - 200 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-103806107.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于成都易德利机械有限公司
商铺首页 |
更多产品 |
联系方式
成都易德利机械有限公司成立于2010年1月。公司专业从事精密机械部件,精密五金件及非标机加件的生产制造,并可为客户提供精密零件制造的解决方案。产品广泛应用于电子、通讯、机电、智能制造等各种制造行业。公司长期服务于航空航天、医疗、能源、制动化设备等各种行业企业。
经过10年的努力耕耘,公司凭借过硬的技术..
- 我要给“成都数控加工机械加工供应商 成都易德利机械供应 成都易德利机械供应”留言
- 更多产品

贵州电液动三四通分料卸灰阀生产厂家 欢迎来电 永嘉瑞杰阀门供应

武汉牙科手机联系方式 服务至上 佛山市耐可士医疗器械供应
茂名礼品笔记本印刷批发 诚信经营 长风纸制品供应

辽宁自助智慧食堂一卡通系统 上海匠象信息科技供应

金山区社区智慧食堂一卡通系统 上海匠象信息科技供应

深圳雾化牙科手机批发 值得信赖 佛山市耐可士医疗器械供应

杭州气动马达牙科手机代理商 诚信为本 佛山市耐可士医疗器械供应

长春管材激光清洗 苏州镭拓激光科技供应 苏州镭拓激光科技供应

无锡刮板输送机工艺 上海奥佳传动设备供应

贵阳校服定做哪家服务好 上海林蔷实业供应

广东卷装海绵厂商 欢迎咨询 广东省金凤桥海绵科技供应

四川几何建模设计技术 东莞市雷石三维打印科技供应
相关分类






