- 产品描述
三坐标测量仪三轴均有气源制动开关及微动装置,可实现单轴的精密传动,采用高性能数据采集系统。应用于产品设计、模具装备、齿轮测量、叶片测量机械制造、工装夹具、汽模配件、电子电器等精密测量。
中文名 三坐标测量仪 外文名 Trilinear coordinates measuring instrument;Coordinate measuring machine (CMM) X 轴 2500 mm Z 轴 1000 mm Y 轴 1500 mm 领 域 工程技术
仪器简介
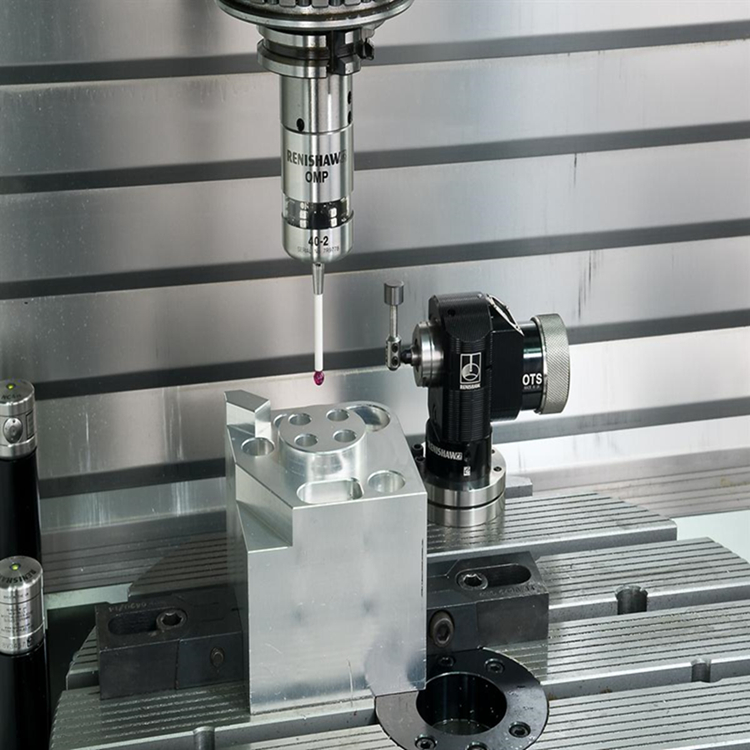
三坐标测量仪是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量机或三坐标量床。三坐标测量仪又可定义“一种具有可作三个方向移动的探测器,可在三个相互垂直的导轨上移动,此探测器以接触或非接触等方式传递讯号,三个轴的位移测量系统(如光栅尺)经数据处理器或计算机等计算出工件的各点(x,y,z)及各项功能测量的仪器”。三坐标测量仪的测量功能应包括尺寸精度、定位精度、几何精度及轮廓精度等 [1] 。
机型介绍
结构型式:三轴花岗岩、四面全环抱的德式活动桥式结构
传动方式:直流伺服系统 + 预载荷高精度空气轴承
长度测量系统:RENISHAW开放式光栅尺,分辨率为0.1μm
测头系统:雷尼绍控制器、雷尼绍测头、雷尼绍测针
机 台:高精度(00级)花岗岩平台
使用环境:温度(20±2)℃,湿度40%-70% ,温度梯度1℃/m,温度变化 1℃/h
空气压力:0.4 MPa - 0.6 Mpa
空气流量:25 L/min
长度精度MPEe: ≤2.1+L/350 (μm)
探测球精度MPEp: ≤2.1μm
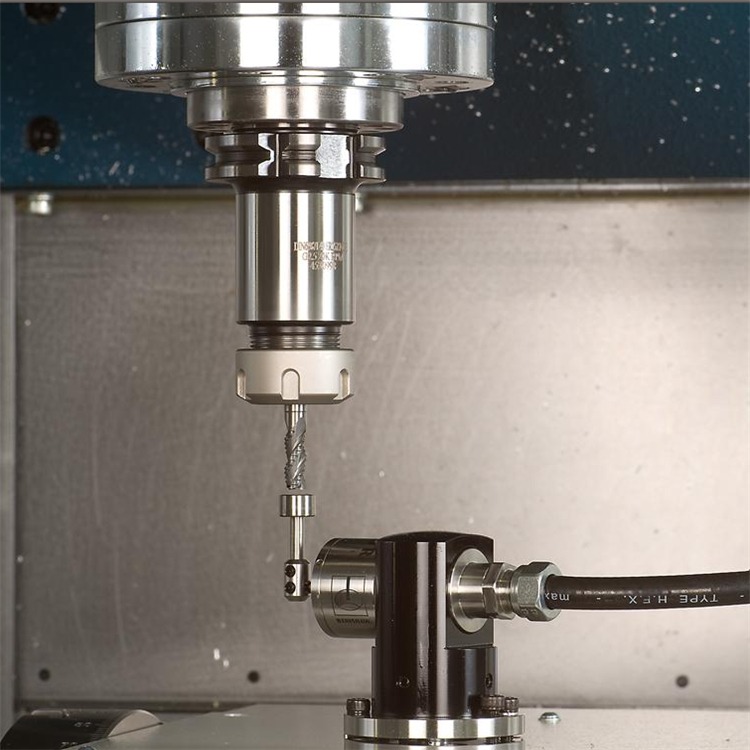
雷尼绍探头如何校正?就是说当信号采集与机床的坐标值对应的问题?
雷尼绍探头需要测定三种值才能较加准确。其实系统自带三种标定循环,跟据不同的机床和系统有不同的编程方法,通常是有标定循环的。先要用手工找正探针的中心,误差越小越好,即使差一些也可以用程序再进行标定,但要尽量减小误差因素。
1,长度标定,用主轴端面对出一个基准平面,然后用程序进行标定。
2,偏心标定,用机床镗一个孔,圆度、光洁度、位置度要好,执行循环后机床会自动记录下X与Y方向的偏心值。
3,探针半径标定,用环规,执行循环后会记录下每隔三十度圆周上的球半径值,有两种测量方式,半径标定,记录四个值,矢量半径标定记录八个值。
在标定完成之后,系统测量出来的数据会自动记录在机床参数中,待使用时自动进行补偿。但是在遇到下列情况时要重新标定。
1、机床精度调整之后
2、重校螺补之后
3、探头拆卸之后
4、重新传入PLC之后
截面扫描(Section Scan)
截面扫描方式仅适用于有CAD曲面模型的工件,它允许对工件的某一截面进行扫描,扫描截面既可沿X、Y、Z轴方向,也可与坐标轴成一定角度。通过定义步长可进行多个截面扫描。可在对话框中设置截面扫描的边界点。按“剖切CAD”转换按钮,可在CAD曲面模型内寻找孔,并可采用与开线扫描类似方式定义其边界线,PCDMIS程序将使扫描路径自动避开CAD曲面模型中的孔。按用户定义表面剖切CAD的方法为:进入“边界点”选项;进入“CAD元素选择”框;选择表面;在不“CAD元素选择”框的情况下,选择“剖切CAD”选项。此时PC DMIS程序将切割所选表面寻找孔。若CAD曲面模型中无定义孔,就没有必要选“剖切CAD”选项,此时PC DMIS将按定义的起始、终止边界点进行扫描。对于有多个曲面的复杂CAD图形,可对不同曲面分组剖切,*#将剖切限制在局部CAD曲面模型上。
边界扫描(Perimeter Scan)
边界扫描方式仅适用于有CAD曲面模型的工件。该扫描方式采用CAD数学模型计算扫描路径,该路径与边界或外轮廓偏置一定距离(由用户选定)。创建边界扫描时,先选定“边界扫描”选项;若为内边界扫描,则在对话框中选择“内边界扫描”;选择工作曲面时,启动“选择”复选框,每选一个曲面则加亮一个,选定所有期望曲面后,退出复选框;点击表面确定扫描起始点;在同一表面上点击确定扫描方向点;点击表面确定扫描终止点,若不给出终止点,则起始点即为终止点;在“扫描构造”编辑框内输入相应值(包括“增值”、“CAD公差”等);选择“计算边界”选项,计算扫描边界;确认偏差值正确后,按“产生测点”按钮,PC DMIS程序将自动计算执行扫描的理论值;点击“创建”。


合肥军诚物资回收有限公司是一家实力雄厚、规模较大,以销售和回收于一体的综合企业业务范围:一.工厂闲置淘汰电子生产、成型、测试设备回收 二.工厂成批闲置自动化设备、生产线回收 三.库存二手测量仪器设备,二手闲置投影测量仪回收,环保测试仪回收,二手、三次元影像测量仪回收 四.工厂成批闲置淘汰SMT周边设备回收
欢迎来到合肥军诚物资回收有限公司网站,我公司位于有“江南唇齿,淮右襟喉”、“江南之首,中原之喉”之称的合肥市。 具体地址是安徽合肥庐阳区公司街道地址,负责人是黄勇庆。
主要经营基恩士回收。
你有什么需要?我们都可以帮你一一解决!我们公司主要的特色服务是:生活服务 二手回收 设备回收 等,“诚信”是我们立足之本,“创新”是我们生存之源,“便捷”是我们努力的方向,用户的满意是我们最大的收益、用户的信赖是我们最大的成果。
本页链接:http://www.cg160.cn/vgy-102851779.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于合肥军诚物资回收有限公司
商铺首页 |
更多产品 |
联系方式
合肥军诚物资回收有限公司是一家实力雄厚、规模较大,以销售和回收于一体的综合企业业务范围:一.工厂闲置淘汰电子生产、成型、测试设备回收 二.工厂成批闲置自动化设备、生产线回收 三.库存二手测量仪器设备,二手闲置投影测量仪回收,环保测试仪回收,二手、三次元影像测量仪回收 四.工厂成批闲置淘汰SMT..
- 我要给“扬州回收三坐标测量机测头 当场结算”留言
- 更多产品


















