- 产品描述
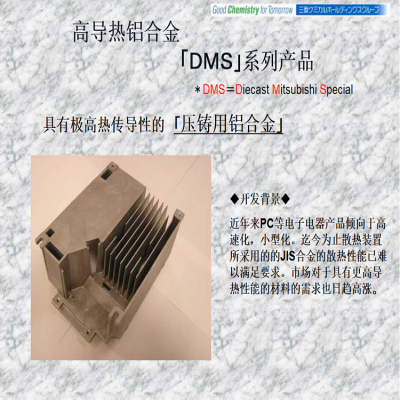
三菱致力于开发具有较高热传导性的“压铸铝合金”。
近年来PC等电子电气产品倾向于高速化,小型化,迄今为止散热装置所采用的的JIS合金的散热性能已经难以满足要求。市场对于具有较高导热性能的材料的需求也日趋高涨。
DMS铝合金概要:
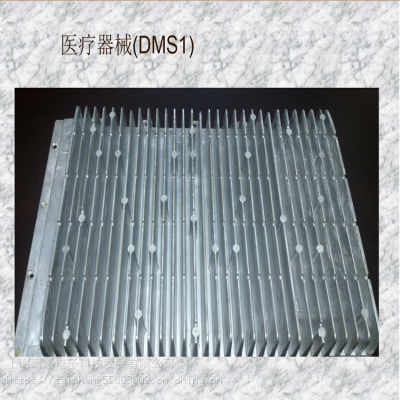
DMS1:追求高热传导性的合金。热传导率:210W/m℃。
DMS3: 高热传导性和良好的铸造性能兼具的合金。热导率:150W/m℃。
DMS5:ADC12的换代产品。适热传导率ADC12的1.6倍。热处理后热导率:150W/m℃。
DMS6:追求高热传导性和高硬度的结合体合金。热传导率:175W/m℃。
熔炼:
(1)熔炼温度
DMS1,DMS4的液相线温度**ADC12,熔炼温度在700-750℃为适宜。
DMS6液相线温度**ADC12,熔炼温度在700-730℃为适宜。
DMS3,DMS5的液相线温度与ADC12基本相同,所以熔炼温度可以与ADC12相同。
(2)杂质
杂质对热传导率的影响非常大。
*尽量避免其他合金的混入。
*为避免其他杂质的混入,推荐使用石墨坩埚。
*回炉料的使用量尽量控制在50%一下。
(3)铝合金液的处理
为防止由内部缺欠引起的热传导率的降低,希望做好除气,除渣。
为压制氧化物的增加,回炉料的比例不应**50%。
(4)回炉料再熔炼时,要适当添加Mg
DMS4,DMS5,DMS6都含有Mg,如果反复回炉会导致Mg的含量逐渐减少。回炉料的比例在50%以下时问题不大,**过50%且反复回炉**过3次,就需考虑适当添加Mg。添加量占回炉料总重量的0.02%。(例如:回炉料如果是100Kg,添加Mg的量为20g)
模具设计:
(1)DMS1,DMS4的情况
浇口面积:为防止粘模,浇口速度应设计在20-25m/sec。所以浇口面积应比ADC10和 ADC12要大。
产品重量(包括溢流部分)的每100g,浇口面积为1-2cm2。(成正比)
收缩率:5/1000-10/1000(经验值)
脱模斜度:应设计为ADC10和ADC12的2倍以上。
顶针:应比ADC10和ADC12的粗,且个数要多。
(2)DMS6的情况
浇口面积:为防止粘模,浇口速度应设计在25-30m/sec。所以浇口面积应比ADC10和 ADC12要大。产品重量(包括溢流部分)的每100g,浇口面积为1-2cm2。(成正比)
收缩率:4/1000-6/1000(经验值)
脱模斜度:应设计为ADC10和ADC12的1.5倍以上。
顶针:应比ADC10和ADC12的粗。
(3)DMS3,DMS5的情况
可以与ADC12相同
压铸条件:
(1)DMS1,DMS4的情况
*铸造温度:液相线温度**ADC12,压铸温度在700-750℃为适宜。
*模具温度:250~350℃。因铸造温度**ADC10和ADC12,要注意防止模具过热。
*浇口速度:20-25m/sec。
*活塞速度:在设定活塞速度时,应注意开始时速度稍慢,观察铸件的表面并逐渐提高 速度。
(一般速度越快,铸件表面越光滑)此时应该注意防止粘模的发生。如果注意观察粘模前常发生的想象
(铸皮在将要发生粘模的部位会呈淡茶色),即可防止粘模的发生。如果再没有完成压铸前发生上述现象,
可加大浇口面积,并重复前述操作。
*脱模剂:考虑到逐渐表面状态,推荐使用水溶性脱模剂。
(2)DMS6的情况
*铸造温度:液相线温度**ADC12,压铸温度在700-730℃为适宜。
*模具温度:200~300℃。因铸造温度**ADC10和ADC12,要注意防止模具过热。
*浇口速度:20-30m/sec。
*活塞速度:在设定活塞速度时,应注意开始时速度稍慢,观察铸件的表面并逐渐提高速度。
(一般速度越快,铸件表面越光滑)此时应该注意防止粘模的发生。如果注意观察粘模前常发生的想象
(铸皮在将要发生粘模的部位会呈淡茶色),即可防止粘模的发生。如果再没有完成压铸前发生上述现象,
可加大浇口面积,并重复前述操作。
*脱模剂:考虑到逐渐表面状态,推荐使用水溶性脱模剂。
(3)DMS3,DMS5的情况
可以与ADC12相同条件铸造。
目前,上海泰晟与日本三菱树脂、POLYPENCO、瑞士工程塑料、日本旭**材等世界品牌达成合作意向,成为具有正式代理经销协议的国内工程塑料及PVC板材供应企业。涵盖产品:
1.日本三菱树脂板材:连续压制的三菱新科技系列板材、FM系列板材、防静电PVC板系列、耐热PVC板材。
2.日本三菱铝材:高导热铝合金DMS系列、铸造铝合金厚板KN系列。
3.旭**材:ASAHI **纯手动/自动阀门、ASAHI **纯管材配件。
4.工程塑料:瑞士工程塑料(PEEKPTEEPEIPAI等)、POLYPENCO的MC尼龙和POM。
5.工业阀门:美国红阀、法国H+、德国AKO夹管阀等等。
6.BOPP薄膜:电容器用薄膜EM-501、EM-701EX、EM-901K、EM501。



上海泰晟电子科技发展有限公司是集研发、销售、专业技术服务为一体的综合性进口工业器材服务商。已形成多元化经营的事业版图,业务范围已辐射液晶、石化、半导体、环保、电子、能源、生物科技等多个行业领域。公司产品涵盖各类阀门(日本旭**材Asahi、法国泰科菲Tecofi、美国红阀Red Valve)、碳纤维材料、塑料制品(日本三菱、跨骏)、管材管件、电容器用BOPP薄膜(王子)、IGBT模块、高导热铝合金、美铝等几大项多个系列;产品广泛使用于: 印刷电路板制造设备:蚀刻设备、剥离设备、预处理后处理设备、罐 半导体液晶制造设备:搬运机器人碳纤维FORK、气流室、自动化洁净设备、晶圆处理设备、石英管洁净设备、计量器面板等; 无尘室设备:各种窥视窗材、门材、无尘室隔墙、无尘洞、隔板、风道等; 电镀设备:金属电解**、电镀**、滚镀、酸洗净槽、药业槽、废液处理槽、槽衬、排气处理设备、化骨工风机、泵、中和槽、涤气机等; 矿业、化工设备:反应吸收设备、稀土萃取槽、电解槽、储藏槽、废液处理设备、机器外罩等; 纺织设备:碳纤维辊轴、经编机槽针床、碳纤维综片框和缠线器卷芯、梭子和箭杆; 其他:环保(新能源汽车电容、给排水系统等)电力、石化、冶金等多个行业领域。
欢迎来到上海泰晟电子科技发展有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海公司街道地址,负责人是李庆国。
主要经营功能性树脂材料、高性能碳纤维、阀门管件、高导热铝合金。
单位注册资金:人民币 100 万元 - 200 万元。
本公司技术力量强大,工程技术人员多名,具有多年的生产经验,工艺达到国内***水平。性能**的设备和制造精湛的工艺装备,确保产品质量趋于**。
本页链接:http://www.cg160.cn/vgy-102792502.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 天津DC53新型冷作模具钢厂家 防锈力强 上海QS**.5-0.1锡磷青铜 应用广泛 种类丰富 内外涂塑无缝钢管 昭通环氧涂塑复合管厂家 昆明定做螺旋管 螺旋缝焊接钢管 云南镀锌方管生产厂家 可定制尺寸 云南昆明钢板供应商 耐磨钢板 定制调试 昆明涂塑衬塑管批发销售 种类丰富 涂塑复合管 玉溪热镀锌钢管生产厂家 库存充足 激光切割 云南昆明方管总代理 无缝方管 抗锈防腐大棚管 耐腐蚀 云南昆明大棚管经销商 云南热轧钢板总经销 低合金钢板 加工定做 烟台QSN10-1锡青铜套厂家 高强度 易切削 优异的延展性
- 相关文章
- 三菱进口FM认证板 透明耐热 *PVC板 规格全 电子厂房 半导体行业用禧禧艾CCI聚氨酯轮 PU天行车轮 耐磨防静电 万向导向轮禧禧艾PU轮 重型包胶轮 铝芯浇铸聚氨酯轮 AMHS使用轮 工业用轮华晟吉祥*铝塑板 PE内芯 建筑幕墙用 防静电 共同挤出工艺 装饰材料板材耐高温工程塑料 进口PI定制零部件 微电子领域PI树脂材料 聚酰亚胺加工MC901尼龙 三菱化学 日本工程塑料 跨骏尼龙 进口工程板材三菱丽阳**玻璃 进口亚克力板 耐老化 工业可用 设备围栏 不易发黄复晟碳纤维定制 晶圆搬运臂 纺机部件 工业制品 液晶搬运fork三菱化学新光丽板 进口亚克力板 耐老化 工业可用 设备围栏 不易发黄MC901尼龙 三菱化学 日本工程塑料 跨骏尼龙 进口板材棒材吉祥*铝塑板 PE内芯 建筑幕墙用 防静电 共同挤出工艺 装饰材料板材吉祥*铝塑板 PE内芯 建筑幕墙用 共同挤出工艺 装饰材料板材 防静电
- 我要给“高导热铝合金定制 压铸用DMS系列散热 防腐蚀强度好 三菱铝合金”留言
- 更多产品